
Microstructure and Dry-Sliding Wear Resistance of CoCrFeNiMoTix High Entropy Alloy Coatings Produced by Laser Cladding
1
School of Physics and Electronic Technology, Liaoning Normal University, Dalian 116029, China
2
Editorial Department of Journal of Liaoning Normal University, Liaoning Normal University, Dalian 116029, China
3
Key Laboratory of Solidification Control and Digital Preparation Technology (Liaoning Province), School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China
*
Authors to whom correspondence should be addressed.
Coatings 2024, 14(2), 221; https://doi.org/10.3390/coatings14020221
Submission received: 24 January 2024
/
Accepted: 11 February 2024
/
Published: 12 February 2024
(This article belongs to the Special Issue Advances in Wear-Resistant Coatings)
Abstract
:The new-type CoCrFeNiMoTix high-entropy alloy coatings were successfully devised and prepared on Q235 steel using laser cladding. Influence of Ti content on their microstructure and wear-resistance was studied systematically; the relevant mechanisms were deeply revealed. The CoCrFeNiMoTix coatings consisted of NiTi, FCC, and BCC phases, and with the increasing of Ti content, contents of BCC phase and FCC phase gradually increased and decreased, respectively. The CoCrFeNiMoTi0.75 coating had the highest hardness (950 HV), which was about 6.5 times higher than the substrate (Q235 steel, 150 HV). According to Archard law, metal materials’ wear resistance is generally proportional to hardness; thus, the CoCrFeNiMoTi0.75 high entropy alloy coating with the highest hardness showed the best wear resistance, exhibiting a wear mechanism of slight abrasive wear.
1. Introduction
Q235 steel material is a widely used structural material in practical engineering due to its excellent weldability and low cost. But the low hardness and poor wear resistance seriously limit its work efficiency and lifespan, and the wear becomes one of the key factors leading to its failure and damage. One of the most efficient ways to solve this problem is to prepare coatings with excellent wear resistance on mechanical components’ surfaces [1,2,3,4]. Currently, common surface modification technologies include thermal spraying [5,6], laser cladding [7,8], plasma spraying [9,10], magnetron sputtering [11,12], etc. Compared with other methods, laser cladding is widely favored by researchers because of the low dilution rate, fast cooling rate, high energy density, high preparation efficiency, and the ability of good metallurgical bonding of obtained coatings with substrate materials [11,12].
The new high entropy alloys (HEA) exhibit excellent wear resistance, oxidative stability, thermostability, and so on, on account of the four unique effects (high entropy effect [13], lattice distortion effect [14], hysteresis diffusion effect [15], and cocktail effect [16]), making them the promising new type of wear-resistant coating material. Wu et al. [17] prepared CoCrFeNi-xWC coatings on the surface of H13 steel using laser cladding and studied the wear resistance. The results showed that the wear resistance of all coatings was significantly better than that of the H13 substrate material. Moreover, when x = 30 wt.%, the friction coefficient of the coatings was the lowest and the wear groove depth was the shallowest. This was mainly attributed to the grain refinement strengthening and second phase particle strengthening of WC, which helps to improve the hardness and wear resistance of the coating. Zhao et al. [18] found that the Al0.8FeCrCoNi coating was composed of FCC and BCC phases, and compared with AZ31, the Al0.8FeCrCoNi coating exhibited excellent wear resistance under dry and deionized water conditions. Liu et al. [19] prepared Al2CoCrCuFeNi coating with a single FCC phase on H13 substrate. It was found that the Al2CoCrCuFeNi coating’s hardness increased by 70% compared to H13 substrate, and its wear rate was only 30% of that of H13 substrate. The Al2CoCrCuFeNi coating effectively improved the H13 substrate’s wear resistance. Wu et al. [20] investigated wear behaviors of AlxCoCrCuFeNi coatings on SKH-51 steel substrate (890 HV). It was found that as x increased from 0 to 2.0, the coatings’ microstructure changed from “FCC” to dual “FCC+BCC” phases, with an increase in the volume fraction of the BCC phase as the Al content increased. The significant enhancement in hardness and wear resistance of the coatings can be attributed to the alteration in phase structures. Specifically, the inclusion of the hard BCC phase effectively mitigates delamination arising from plastic deformation, thereby reducing wear loss. In a study by Hsu et al. [21], the wear resistance of AlCoCrFexMo0.5Ni coatings was investigated. It was found that when x increased from 0.6 to 2, the content of the σ phase with higher hardness decreased, which significantly reduced the tribological performances of HEA coatings. However, current research on the HEA coatings with “FCC+BCC+NiTi” phases is still limited, and the relevant mechanisms are not clear. It is necessary to conduct systematic exploration.
Based on this, the new-type CoCrFeNiMoTix HEA coatings with “FCC+BCC+NiTi” phases were designed, and were prepared by laser cladding. Influence of Ti content on the microstructure and wear resistance of CoCrFeNiMoTix coatings was studied systematically, and the relevant mechanisms were revealed. The aim is to obtain HEA coatings with exceptional wear-resistance, thereby facilitating the utilization of HEA materials in various engineering applications.
2. Materials and Methods
2.1. Experiment Materials
The experiment selected Q235 steel as substrate material. The composition elements of Q235 steel include C (0.1437%), Mn (0.4070%), Si (0.1100%), P (0.0180%), S (0.0137%), and Fe (balance). The Q235 steel were cut into the rectangular prism with size of 60 mm × 12 mm × 6 mm by wire cutting (Taizhou Seiko electromechanical manufacturing Co., Ltd., Taizhou, China). Before laser cladding experiments, the Q235 steel substrate needs to be sanded clean with 80#, 240#, 400#, and 600# sandpapers in sequence to remove dirt and the oxide layer, making its surface smooth, thus it would be more conducive to bonding with the coating during laser cladding. Then, the pre-treated Q235 steel was putted into a beaker filled with alcohol to be cleaned with an ultrasonic machine for 20 min. Then, the Q235 steel was dried with a hair dryer.
Initially, the preparation of HEA powders was undertaken as the initial phase in the laser cladding process. The metal powders used in this experiment had a particle size of 80 μm andpurity of over 99.95%. The powders of Fe, Co, Mo, Ni, Ti, and Cr were meticulously measured using a highly accurate electronic balance with a precision of 0.1 mg. Then, these powders were blended together in a planetary ball mill (Shandong Fangke Instrument Co., Ltd., Weifang, China) for a duration of 1 h, utilizing a ball-to-material ratio of 3:1 (with Al2O3 balls). The rotational speed was 175 r/min. Subsequently, the prepared Q235 steel substrate and uniformly blended powders were transferred to a drying oven for drying and preheating in preparation for a subsequent laser cladding experiment, which was adjusted to a temperature of 100 ℃, and left inside for a period of 2 h.
2.2. Preparation and Analysis
The CoCrFeNiMoTix HEA coatings were prepared using the pre-laid single pass laser cladding technique, the thickness of pre-laid powder bed was 1.2 mm. The semiconductor laser with the model of LDF-4000-100 manufactured by Laserline of Germany was used in the laser cladding experiment (Laserline, Mülheim-Kärlich, Germany). The laser cladding process for the CoCrFeNiMoTix coatings involved specific parameters: a laser power of 900 W, a scanning speed of 6 mm/s, and a 4 mm laser spot diameter. The process also utilized argon as a protective gas, flowing at a rate of 5 L/min.
The phase structures of the high entropy alloy coatings were analyzed using the X-ray diffraction (XRD) technique. An X-ray diffractometer (Panalytical, Almelo, The Netherlands) was produced by Panalytical in the Netherlands, and the model was Empyrean. The working parameters were: Cu target ray, scanning speed of 0.10 °/s, scanning range of 30°~100°, voltage during operation of 40 kV, current during operation of 40 mA. The microstructure of the high entropy alloy coatings was examined using scanning electron microscopy (SEM, ZEISS, Jena, Germany). The ZEISS Supra 55 field emission scanning electron microscope, manufactured by Zeiss in Germany, was used in this work. The MH-50 Vickers hardness tester was used for hardness testing, which was manufactured by Shanghai Hengyi Precision Instrument Factory. The load was 1 kN and the holding time was 15 s. Starting from the top of the coating, measurements were taken at intervals of 0.1 mm. Three points were made horizontally every 0.1 mm, and the final hardness results were determined by taking the average values. The friction and wear experiments on the HEA coatings were conducted using a CFT-I reciprocating friction and wear testing machine, provided by Lanzhou Zhongke Kaihua Technology Development Co., Ltd. (Lanzhou, China). The friction pair used in this experiment was Si3N4 ball (1500 HV) with a diameter of 4 mm, loading pressure of 15 N, and reciprocating sliding length of 5 mm. Besides, the wear test time was 1800 s, and the sliding speed was 0.067 m/s. Each sample was tested three or more times. The wear resistance of the samples was evaluated and analyzed by measuring the width and depth of wear scars using a laser confocal microscope.
3. Results and Discussion
3.1. Phase Constitution
The XRD results of CoCrFeNiMoTix HEA coatings are shown in Figure 1. The composition of the CoCrFeNiMo coating primarily consists of FCC and BCC solid solution phases. After adding the Ti element, the new NiTi phase is generated. Based on the mixing enthalpy results in Table 1, the mixing enthalpy between Ni and Ti in the CoCrFeNiMoTix high entropy alloy coatings can be concluded as the most negative value (-35 kJ/mol), indicating that Ni and Ti elements are most easily combined to form the new NiTi phase. The maximum number of phases achievable determined based on the Gibbs phase rule “p = n + 1” during equilibrium solidification of CoCrFeNiMoTix coatings is 7. Obviously, this is inconsistent with the above results, which is mainly because of the unique high entropy effect in CoCrFeNiMoTix high entropy alloys [22]. Referring to the Gibbs free energy equation “”, under other unchanged conditions, as the entropy value increases, the free energy decreases, resulting in a more stable system. Solid solution phases have the high mixing entropy, so CoCrFeNiMoTix high entropy alloy coating is more prone to generate solid solution phases, and only consists of three simple phases of FCC, BCC, and NiTi phases. In addition, Figure 1 illustrates that as the Ti content rises, the peak strength of the BCC phase gradually increases, while that of the FCC phase gradually decreases. This means that the BCC phase content experiences a gradual increase, while the FCC phase content undergoes a gradual decrease.
3.2. Microstructure
Figure 2 shows the typical cross-sectional morphologies of CoCrFeNiMoTix high entropy alloy coatings. Based on the observations in Figure 2a, the coating can be distinguished into four distinct regions: the cladding zone (referred to as “CZ”), the bonding zone (referred to as “BZ”), the heat-affected zone (referred to as “HAZ”), and the substrate (referred to as “substrate”). The height from the highest point of the layer to the substrate is approximately 1.2 mm, which is basically equivalent to the thickness of the preset powder. In addition, there are no obvious defects including pores and cracks appearing on the coating, indicating that the laser cladding process parameters are appropriate. And during the process of presetting the powder, the powder is dry and completely compacted, so there are no bubbles generated during the laser cladding process. Meanwhile, the molten pool does not generate excessive stress because of the rapid cooling velocity of laser cladding, resulting in the high forming quality of high entropy alloy coating and good bonding of coating and substrate.
Figure 2b is the typical enlarged view of the area near fusion line of the CoCrFeNiMoTix coatings. From interface of the bonding zone upwards, grains transition from planar crystals to columnar crystals, and then to dendritic crystals. According to relevant solidification theories [23], the morphologies and size of grains are related to the number of nucleation sites and crystal growth rate, both of which are determined by cooling rate (K/s), solidification rate (R: m/s), and temperature gradient (G: K/m). The relatively rough surface of the substrate can provide a nucleation core, and the substrate temperature is low, the cooling rate is high, and temperature gradient G is large. However, before solidification begins, R is very low, the G/R value is high, and coupled with sufficient nucleation cores, it leads to the formation of planar crystals; as the solidification process progresses, the R value gradually increases, the temperature gradient G relatively decreases, causing the G/R value to decrease, and the direction of heat transfer is perpendicular to the matrix surface, leading to faster solidification perpendicular to the surface of the substrate, while solidification parallel to the matrix is slower, causing the grains to be elongated and form columnar crystals; afterwards, the solidification advances to the middle part of the coating, and the heat dissipation conditions deteriorate. The cooling rate and solidification rate both decrease, and the G/R further decreases; then, the grains transform from columnar to dendritic.
Figure 3 is the SEM images of the CZ region of CoCrFeNiMoTix high entropy alloy coatings. From the Figure 3a–e, all CoCrFeNiMoTix coatings display the typical dendritic morphologies. After adding the Ti element, the new black “dot-like” phase appears in the CoCrFeNiMoTix high entropy alloy coatings, as illustrated in Figure 3b–e. By combining the XRD results depicted in Figure 1, it can be ascertained that this black “dot-like” phase is the NiTi phase. Moreover, with the increase in Ti content, there is a gradual increase in the volume fraction of dendritic regions, and the content of the black “dot-like” phase also gradually increases. This observation suggests that as the Ti content increases, there is a corresponding increase in the presence of BCC and NiTi phases. These findings align well with the earlier XRD results.
3.3. Microhardness
Figure 4 illustrates the distribution of microhardness of CoCrFeNiMoTix high entropy alloy coatings. The hardness distribution curve can be segmented into three distinct regions: namely the CZ, the HAZ+BZ, and the Q235 steel. There is a noticeable decrease in hardness from the surface of the coatings to the underlying substrate. The hardness change trend of the laser cladding layers is gentle, further indicating that the microstructures of coatings are evenly distributed and the performance is basically consistent. Based on Figure 4, it is evident that the increase in Ti content (0 ≤ x ≤ 0.75) leads to a gradual improvement in the hardness of CoCrFeNiMoTix coatings. In particular, when the Ti content reaches 0.75 at.%, the average hardness of the coating reaches its peak at 950 HV, which is approximately 6.5 times higher than that of the substrate (Q235 steel, 150 HV). This is mainly due to the increased content of the relatively hard BCC phase and NiTi phase.
The composition and microstructure of materials play a crucial role in determining their mechanical properties. The reasons for high hardness of CoCrFeNiMoTix coatings include the following factors: Firstly, the high laser energy during the laser cladding process enables the rapid melting and solidification of CoCrFeNiMoTix alloy powder, which suppresses the growth of grains. Meanwhile, alloy elements such as Co, Cr, Fe, Ni, Mo, and Ti in the molten pool can quickly form multiple phases, leading to an increase in the number of non-self-occurring nuclei; thus, this plays a role in fine grain strengthening. Secondly, the solute atoms integrated into BCC and FCC solid solutions cause lattice distortion, which increases the resistance of dislocation movement and makes slip difficult, thereby promoting an increase in the hardness of CoCrFeNiMoTix high entropy alloy coatings. Thirdly, the formation of the NiTi intermetallic compound generated within the high entropy alloy coatings leads to a dispersion strengthening effect.
In addition, as the Ti content increases from 0.75 at.% to 1.0 at.%, the hardness of CoCrFeNiMoTi coating slightly decreased compared to the CoCrFeNiMoTi0.75 coating. This can be primarily attributed to the excessive addition of Ti content, which leads to the solid solution strengthening reaching a supersaturated state; additionally, the degree of lattice distortion is too large, causing lattice collapse and resulting in a decrease in hardness.
3.4. Wear Resistance
To analyze wear resistance, dry sliding wear tests were conducted on both the surfaces of Q235 steel and CoCrFeNiMoTix cladding samples using Si3N4 coupled ball with the diameter of 4 mm. In order to conduct a quantitative analysis of the wear resistance, both depths and widths of the wear scars on samples were measured more than three times, and their average values were obtained, as shown in Figure 5. Both width and depth of wear scar on Q235 steel are the largest, and its material loss is the most severe. In comparison, that of the CoCrFeNiMoTix coatings are relatively small, and their wear resistance is significantly better than that of the Q235 steel. And as Ti content increases, both widths and depths of wear scars consistently exhibit a pattern of initial decrease followed by subsequent increase; especially when x = 0.75, both the width and depth of the wear scars on CoCrFeNiMoTi0.75 coating are the smallest, showing the best wear resistance. These are mainly attributed to the fact that the relatively soft FCC phase can effectively suppress the brittle fracture of the material, while the hard NiTi and BCC phases can serve as a good support for hard points in the process of friction. The combined effect of them makes the coatings exhibit excellent wear resistance. This further indicates that CoCrFeNiMoTix high entropy alloy coatings on Q235 steel surface can significantly improve the wear resistance of Q235 steel.
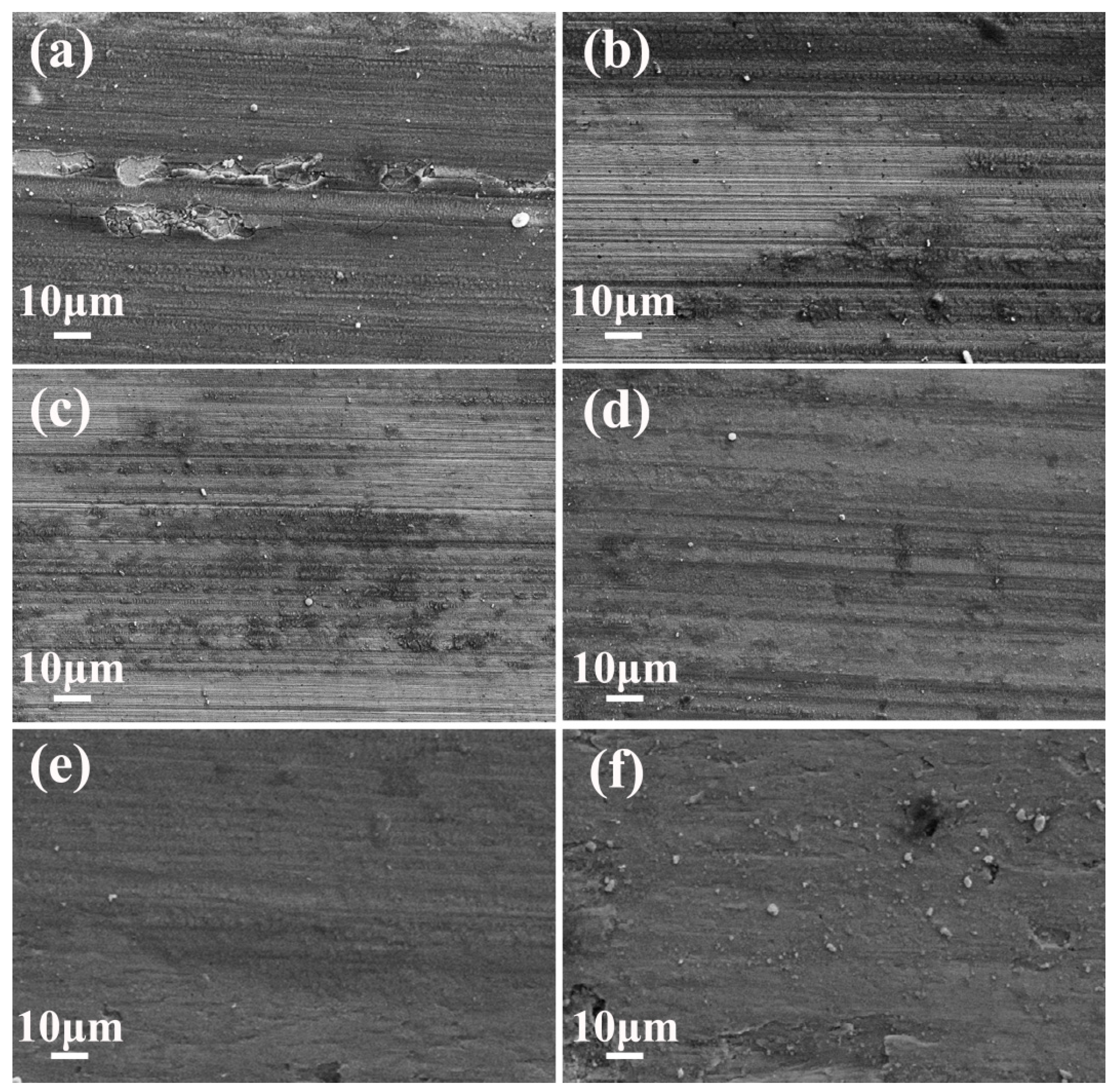
Figure 6 displays SEM results of worn surfaces of CoCrFeNiMoTix coatings and Q235 steel after dry sliding. Figure 6a is the worn surface of Q235 steel. The worn surface of Q235 steel exhibits distinct, parallel, and deep plow-like features, and there is a large amount of exfoliation, indicating that the Q235 steel has been severely worn and damaged. This phenomenon can be primarily attributed to the fact that the hardness of Q235 steel is only about 150 HV, while the hardness of Si3N4 coupled ball is about 1500 HV. The huge difference in hardness between them causes the hard Si3N4 coupled ball to continuously cut the Q235 steel during reciprocating sliding, resulting in lots of peeling pits and plowing grooves on the worn surface of latter, exhibiting wear mechanisms of exfoliation and abrasive wear. Worn surfaces of CoCrFeNiMoTix high entropy alloy coatings become significantly cleaner and smoother, with no obvious peeling pits appearing. In Figure 6b–d, CoCrFeNiMoTix (x = 0, 0.25, 0.5) high entropy alloy coatings only exhibit some parallel plow-like features on the worn surface, indicating the main wear mechanism of abrasive wear. However, it is worth noting that when 0 ≤ x ≤ 0.5, as the Ti content increases, the depths of these plows on the coating’s worn surface gradually weaken, this is consistent with previous results on wear resistance (widths and depths of wear scars). As the Ti content further increases to 0.75, as depicted in Figure 6e, the worn surface of the CoCrFeNiMoTi0.75 coating is clean and smooth, with only a small amount of shallow plow-like features, exhibiting the slight abrasive wear mechanism. This further indicates that the CoCrFeNiMoTi0.75 coating has the best wear resistance. When x = 1.0, there is a certain degree of delamination on the worn surface of the CoCrFeNiMoTi coating, and the wear resistance is significantly weakened compared to CoCrFeNiMoTi0.75 high entropy alloy coating. These results are very consistent with the hardness change pattern mentioned earlier. Based on the Archard law [24], it is commonly observed that the wear resistance of metal materials tends to be directly proportional to their hardness. Therefore, the CoCrFeNiMoTi0.75 high entropy alloy coating, which possesses the highest hardness, demonstrates superior wear resistance compared to other coatings.
4. Conclusions
This study focuses on the design and fabrication of novel CoCrFeNiMoTix high entropy alloy coatings on Q235 steel using laser cladding. The investigation primarily examines the microstructure, hardness, and wear resistance of these coatings.
(1) The CoCrFeNiMoTix high entropy alloy coatings exhibit excellent formation quality, as no noticeable defects such as cracks or pores are observed. These coatings consist of a combination of FCC, BCC, and NiTi phases. Interestingly, as the Ti content increases, the composition of the BCC phase gradually rises while the content of the FCC phase decreases.
(2) The hardness distribution curve of the CoCrFeNiMoTix high entropy alloy coatings can be classified into four distinct regions: the laser cladding coating zone, the heat-affected zone, and the interface bonding zone, as well as the substrate. It is observed that the hardness gradually decreases from the top of the coatings to the substrate. Interestingly, as the Ti content increases, the hardness of the CoCrFeNiMoTix high entropy alloy coatings initially rises and then declines. Notably, when Ti content reaches 0.75 at.%, the CoCrFeNiMoTi0.75 coating demonstrates the highest average hardness (950 HV). This value is approximately 6.5 times greater than the hardness of the substrate (Q235 steel, 150 HV).
(3) As the Ti content increases in the CoCrFeNiMoTix high entropy alloy coatings, both the widths and depths of the wear scars exhibit a pattern of initially decreasing and then increasing. Particularly, at x = 0.75, the CoCrFeNiMoTi0.75 coating demonstrates the smallest width and depth of wear scars, indicating superior wear resistance. This improved wear resistance can be primarily attributed to its highest hardness. The primary wear mechanism of CoCrFeNiMoTi0.75 coating is characterized by slight abrasive wear.
Author Contributions
Data curation, J.H. and Z.C.; conceptualization, L.J. and H.L.; formal analysis, J.H. and H.L.; supervision, Z.C. and J.H.; investigation, J.H. and L.J.; methodology, J.H. and H.L.; funding acquisition, L.J. and H.L.; writing—original draft, H.L.; writing—review and editing, J.H., L.J. and Z.C. All authors have read and agreed to the published version of the manuscript.
Funding
The authors thank the National Natural Science Foundation of China (No. 52301049, 52271024 and 52101036), Technology Talent Innovation Support Policy Project Plan of Dalian (2022RQ053) and the National Key Research and Development Program of China (No. 2018YFE0306103).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw data necessary for these findings is currently unavailable for sharing, as it is being utilized for an ongoing study.
Conflicts of Interest
The authors have stated that they have no competing interests to declare.
References
- Wang, W.Q.; Wang, D.; Yamaguchi, T.; Nishio, K.; Yan, M.; Li, Y. Comparative study of wear performance of ceramic/iron composite coatings under two different wear modes. Surf. Coat. Technol. 2017, 309, 136–148. [Google Scholar] [CrossRef]
- Yifu, J.; Weicheng, K.; Tianyuan, S.; Ruihong, Z.; Dejun, K. Effect of load on frictionwear behavior of HVOF-sprayed WC-12Co coatings. J. Mater. Eng. Perform. 2017, 26, 3465–3473. [Google Scholar] [CrossRef]
- Shao, J.Z.; Li, J.; Song, R.; Bai, L.L.; Chen, J.L.; Qu, C.C. Microstructure and wear behaviors of TiB/TiC reinforced Ti2Ni/α(Ti) matrix coating produced by laser cladding. Rare Met. 2016, 39, 304–315. [Google Scholar] [CrossRef]
- Kang, A.S.; Grewal, J.S.; Cheema, G.S. Effect of thermal spray coatings on wear behavior of high tensile steel applicable for tiller blades. Mater. Today Proc. 2017, 4, 95–103. [Google Scholar] [CrossRef]
- Patel, P.; Alidokht, S.A.; Sharifi, N.; Roy, A.; Harrington, K.; Stoyanov, P.; Chromik, R.R.; Moreau, C. Microstructural and tribological behavior of thermal spray CrMnFeCoNi high entropy alloy coatings. J. Therm. Spray Technol. 2022, 31, 1285–1301. [Google Scholar] [CrossRef]
- Nair, R.B.; Perumal, G.; McDonald, A. Effect of microstructure on wear and corrosion performance of thermally sprayed AlCoCrFeMo high-entropy alloy coatings. Adv. Eng. Mater. 2022, 24, 2101713. [Google Scholar] [CrossRef]
- Liu, S.S.; Zhang, M.; Zhao, G.L.; Wang, X.H.; Wang, J.F. Microstructure and properties of ceramic particle reinforced FeCoNiCrMnTi high entropy alloy laser cladding coating. Intermetallics 2022, 140, 107402. [Google Scholar] [CrossRef]
- Wu, H.; Zhang, S.; Wang, Z.Y.; Zhang, C.H.; Chen, H.T.; Chen, J. New studies on wear and corrosion behavior of laser cladding FeNiCoCrMox high entropy alloy coating: The role of Mo. Int. J. Refract. Met. Hard Mater. 2022, 102, 105721. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Luzin, V.; Schulz, C.; Hall, C.; Murty, B.S.; Kottada, R.S.; Berndt, C.C.; Ang, A.S.M. Multiscale mechanical performance and corrosion behaviour of plasma sprayed AlCoCrFeNi high-entropy alloy coatings. J. Alloys Compd. 2021, 854, 157140. [Google Scholar] [CrossRef]
- Ghadami, F.; Ghadami, S.; Davoudabadi, M.A. Sliding wear behavior of the nanoceria-doped AlCrFeCoNi high-entropy alloy coatings deposited by air plasma spraying technique. J. Therm. Spray Technol. 2022, 31, 1263–1275. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, X.; Quan, H.; Chen, Y.; Wang, S.; Zhang, S. Effect of Mo addition on structures and properties of FeCoNiCrMn high entropy alloy film by direct current magnetron sputtering. J. Alloys Compd. 2022, 895, 162709. [Google Scholar] [CrossRef]
- Hruška, P.; Lukáč, F.; Cichoň, S.; Vondráček, M.; Čížek, J.; Fekete, L.; Lančok, J.; Veselý, J.; Minárik, P.; Cieslar, M.; et al. Oxidation of amorphous HfNbTaTiZr high entropy alloy thin films prepared by DC magnetron sputtering. J. Alloys Compd. 2021, 869, 157978. [Google Scholar] [CrossRef]
- Couzinié, J.P.; Senkov, O.N.; Miracle, D.B.; Dirras, G. Comprehensive data compilation on the mechanical properties of refractory high-entropy alloys. Data Brief 2018, 21, 1622–1641. [Google Scholar] [CrossRef]
- Dong, Y.; Jiang, L.; Jiang, H.; Lu, Y.; Wang, T.; Li, T. Effects of annealing treatment on microstructure and hardness of bulk AlCrFeNiMo0.2 eutectic high-entropy alloy. Mater. Des. 2015, 82, 91–97. [Google Scholar] [CrossRef]
- Zuo, T.; Yang, X.; Liaw, P.K.; Zhang, Y. Influence of Bridgman solidification on Microstructure and magnetic behaviors of a non-equiatomic FeCoNiAlSi high-entropy alloy. Intermetallics 2015, 67, 171–176. [Google Scholar] [CrossRef]
- Liu, X.Q.; Zhang, Y.X.; Wang, X.R.; Wang, Z.Q.; He, P. Microstructure and corrosion properties of AlCrxNiCu0.5Mo (x = 0, 0.5, 1.0, 1.5, 2.0) high entropy alloy coatings on Q235 steel by electrospark-computer numerical control deposition. Mater. Lett. 2021, 292, 129642. [Google Scholar] [CrossRef]
- Wu, T.; Chen, Y.; Lin, B.; Yu, L.; Gui, W.; Li, J.; Wu, Y.; Zeng, D. Effects of WC on the microstructure, wear and corrosion resistance of laser-deposited CoCrFeNi high entropy alloy coatings. Coatings 2022, 12, 985. [Google Scholar] [CrossRef]
- Zhao, A.D.; Yamaguchi, T.; Wang, W. Fabrication and wear performance of Al0.8FeCrCoNi high entropy alloy coating on magnesium alloy by resistance seam welding. Mater. Lett. 2020, 265, 127250. [Google Scholar] [CrossRef]
- Liu, X.T.; Lei, W.B.; Li, J.; Ma, Y.; Wang, W.M.; Zhang, B.H.; Liu, C.S.; Cui, J.Z. Laser cladding of high-entropy alloy on H13 steel. Rare Met. 2014, 33, 727–730. [Google Scholar] [CrossRef]
- Wu, J.M.; Lin, S.J.; Yeh, J.W.; Chen, S.K.; Huang, Y.S.; Chen, H.C. Adhesive wear behavior of AlxCoCrCuFeNi high-entropy alloys as a function of aluminum content. Wear 2006, 261, 513–519. [Google Scholar] [CrossRef]
- Hsu, C.Y.; Sheu, T.S.; Yeh, J.W.; Chen, S.K. Effect of iron content on wear behavior of AlCoCrFexMo0.5Ni high-entropy alloys. Wear 2010, 268, 653–659. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Pei, Y.T.; De Hosson, J.T.M. Functionally graded materials produced by laser cladding. Acta Mater. 2000, 48, 2617–2624. [Google Scholar] [CrossRef]
- Miao, J.; Guo, T.; Ren, J.; Zhang, A.; Su, B.; Meng, J. Optimization of mechanical and tribological properties of FCC CrCoNi multi-principal element alloy with Mo addition. Vacuum 2018, 149, 324–330. [Google Scholar] [CrossRef]
Figure 1.
The XRD results of CoCrFeNiMoTix coatings.

Figure 2.
Typical cross section morphologies of CoCrFeNiMoTix high entropy alloy coatings: (a) the overall morphology; (b) the morphology near fusion line.
Figure 2.
Typical cross section morphologies of CoCrFeNiMoTix high entropy alloy coatings: (a) the overall morphology; (b) the morphology near fusion line.

Figure 3.
SEM results of cladding zone in CoCrFeNiMoTix high entropy alloy coatings: (a) x = 0; (b) x = 0.25; (c) x = 0.5; (d) x = 0.75; (e) x = 1.0.
Figure 3.
SEM results of cladding zone in CoCrFeNiMoTix high entropy alloy coatings: (a) x = 0; (b) x = 0.25; (c) x = 0.5; (d) x = 0.75; (e) x = 1.0.

Figure 4.
Microhardness results of CoCrFeNiMoTix coatings.

Figure 5.
Widths and depths of wear scars of Q235 steel and CoCrFeNiMoTix coatings.

Figure 6.
The worn surfaces morphologies of Q235 steel and CoCrFeNiMoTix high entropy alloy coatings: (a) Q235; (b) x = 0; (c) x = 0.25; (d) x = 0.5; (e) x = 0.75; (f) x = 1.0.
Figure 6.
The worn surfaces morphologies of Q235 steel and CoCrFeNiMoTix high entropy alloy coatings: (a) Q235; (b) x = 0; (c) x = 0.25; (d) x = 0.5; (e) x = 0.75; (f) x = 1.0.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Mixing enthalpy between the elements of CoCrFeNiMoTix coatings (kJ/mol).
| Mixing Enthalpy | Co | Cr | Fe | Ni | Mo | Ti |
|---|---|---|---|---|---|---|
| Co | - | -4 | -1 | 0 | -5 | -28 |
| Cr | - | - | -1 | -7 | 0 | -7 |
| Fe | - | - | - | -2 | -2 | -17 |
| Ni | - | - | - | - | -7 | -35 |
| Mo | - | - | - | - | - | -4 |
| Ti | - | - | - | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Liang, H.; Hou, J.; Jiang, L.; Cao, Z. Microstructure and Dry-Sliding Wear Resistance of CoCrFeNiMoTix High Entropy Alloy Coatings Produced by Laser Cladding. Coatings 2024, 14, 221. https://doi.org/10.3390/coatings14020221
AMA Style
Liang H, Hou J, Jiang L, Cao Z. Microstructure and Dry-Sliding Wear Resistance of CoCrFeNiMoTix High Entropy Alloy Coatings Produced by Laser Cladding. Coatings. 2024; 14(2):221. https://doi.org/10.3390/coatings14020221
Chicago/Turabian StyleLiang, Hui, Jinxin Hou, Li Jiang, and Zhiqiang Cao. 2024. "Microstructure and Dry-Sliding Wear Resistance of CoCrFeNiMoTix High Entropy Alloy Coatings Produced by Laser Cladding" Coatings 14, no. 2: 221. https://doi.org/10.3390/coatings14020221
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.