
Thermodynamic Study of Energy Consumption and Carbon Dioxide Emission in Ironmaking Process of the Reduction of Iron Oxides by Carbon

 ,
,
Abstract
:1. Introduction
2. Methods
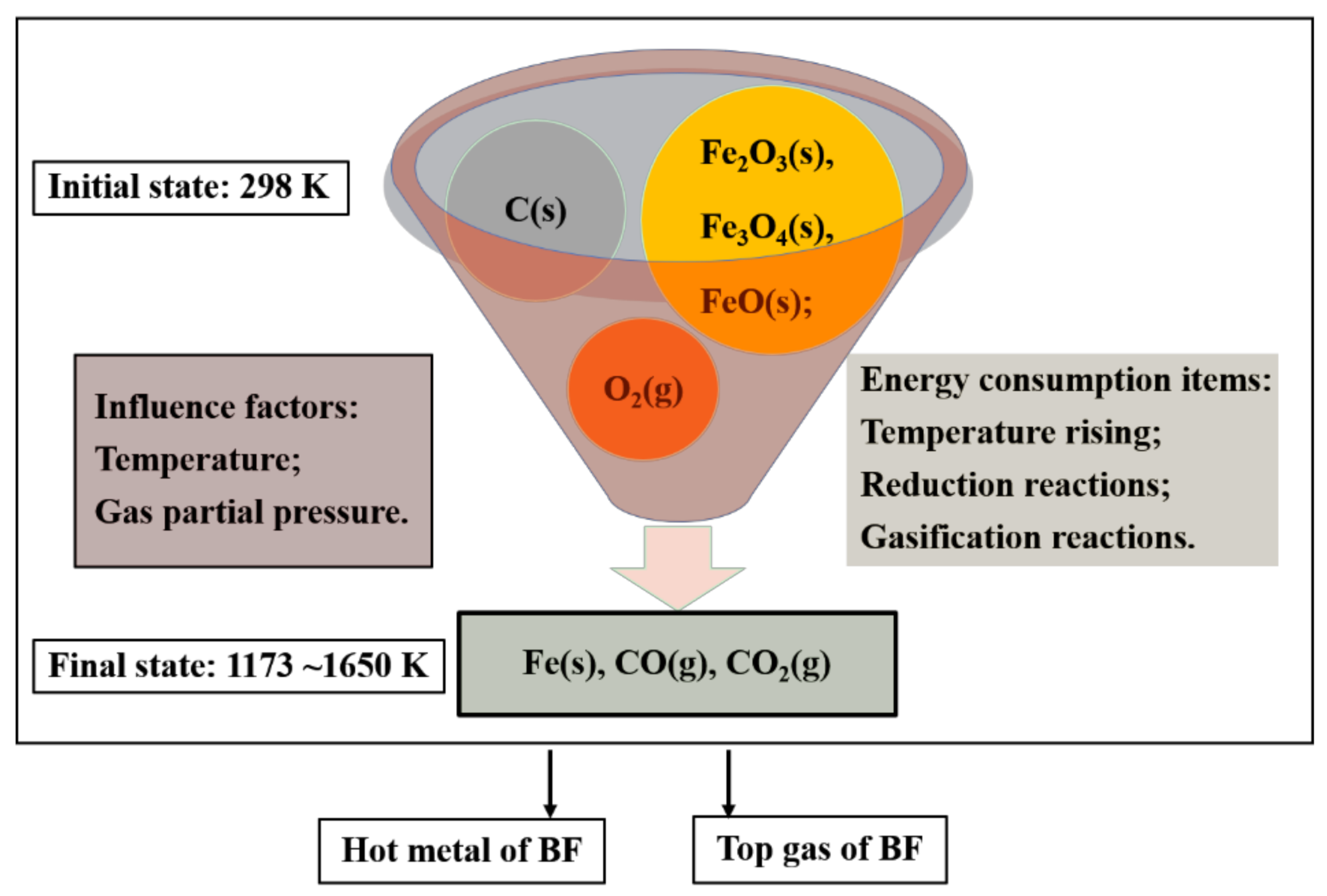
2.1. Model Setting Assumptions
- (1)
- Carbon and iron oxides were objects of study, and other components were ignored, such as ash, volatile matter, gangue, and carbonate, etc. Carbon in coke or coal was considered as a reducing agent and fuel. Three kinds of iron oxides of Fe2O3, Fe3O4, and FeO were the main components in agglomeration or lump. The differences between various raw materials and production processes were not considered, and the common problems of reduction and energy consumption would be studied.
- (2)
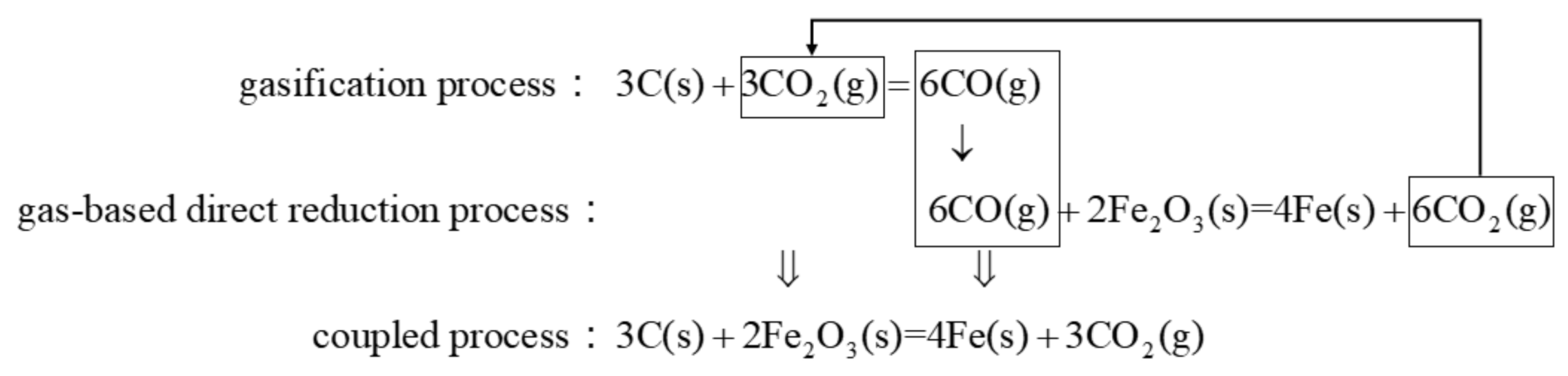
- Energy was mainly used to provide heat to raise the temperature of solid raw materials, and met the heat needed of the reactions of reduction and gasification, and was supplied by the complete combustion of carbon. Although the heat energy in the hot air, non-recyclable heat loss, and recyclable heat of the top gas of BF could not be ignored in heat balance, they were not in the scope of this paper. Therefore, the carbon consumption included carbon for combustion, for reduction, for gasification, as shown in Equation (1). When the reduction and gasification reactions were considered simultaneously, the coupling reactions would be constructed as:where CC referred to the quality of the carbon consumption, kg/t Fe. The subscripts “combustion”, “reduction”, “gasification”, “coupling” referred to the combustion reaction, reduction reactions, gasification reaction, and coupling reactions, respectively. E referred to the energy consumption, GJ/t Fe. The subscripts “temperature rising”, “smelting” referred to raising the temperature of solid materials to reduction temperature or smelting temperature, and the process of converting to liquid pure iron, respectively. referred to the heat value of complete combustion of carbon and oxygen at a certain temperature, which was determined by thermodynamics discussion, GJ/kg C. So, meant the carbon needed for coupling reactions based on chemical reaction equations of coupling reactions. meant the carbon needed to provide heat for the coupling reactions based on enthalpy change of coupling reactions.
- (3)
- The CO2 was produced from combustion and reduction, and its mole value was equal to the mole value of carbon consumption.
- (4)
- The gaseous O2 in hot air was used for combustion with carbon and did not exist in the top gas of the actual BF [41]. The steam (gaseous H2O) in hot air was not considered in this study to only explore the thermodynamic law of gasification between C and CO2.
- (5)
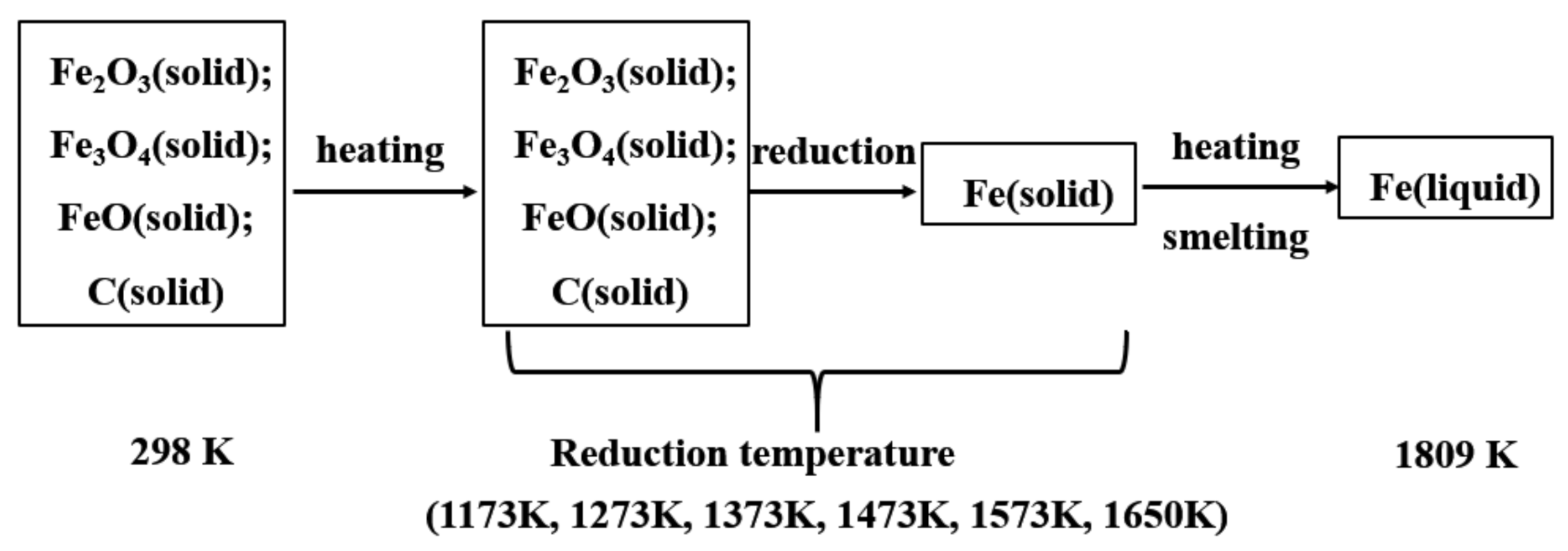
- The process of smelting hot metal and output of top gas of BF were not considered in the chemical reaction but consumed vast amount of energy [44]. The energy consumption of pure iron smelting from solid metallic iron to liquid iron at 1809 K (1536 °C) was 349.573 kJ/mol [45], namely was 6.242 GJ/t. The sensible heat of the top gas of BF was not considered in energy consumption items in this study, because it was the result of chemical reactions and heat transfer of gases in BF, and not the direct consumption item.
2.2. Thermodynamic Functions
2.2.1. Basic Thermodynamic Function
2.2.2. Single Reaction
2.2.3. Coupling Reaction
3. Results and Discussion
3.1. Reduction Reactions between Carbon and Iron Oxides
3.1.1. Standard Gibbs Free Energy
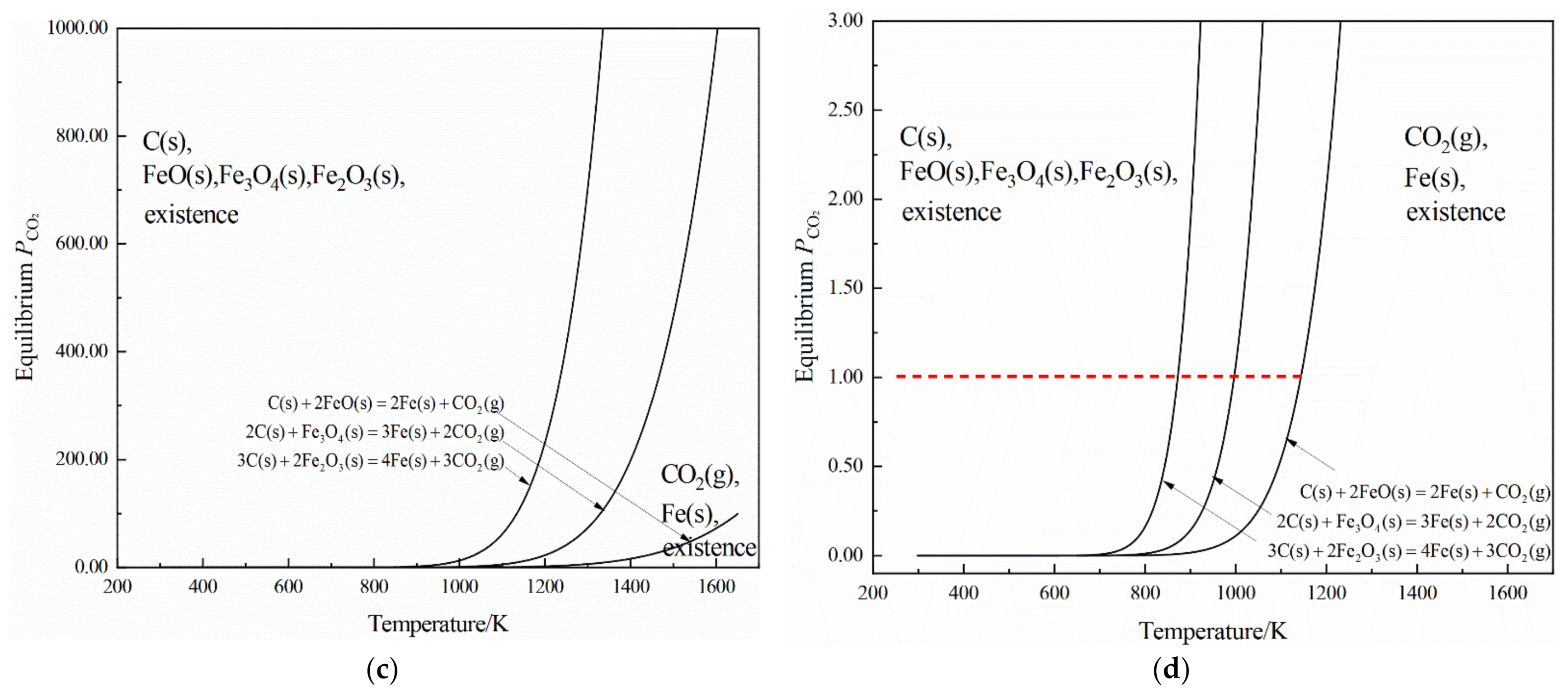
3.1.2. Equilibrium Relative Gas Partial Pressure of CO and CO2
3.1.3. Standard Reaction Enthalpy
3.2. Gasification Reaction between Carbon and CO2
3.2.1. Standard Gibbs Free Energy
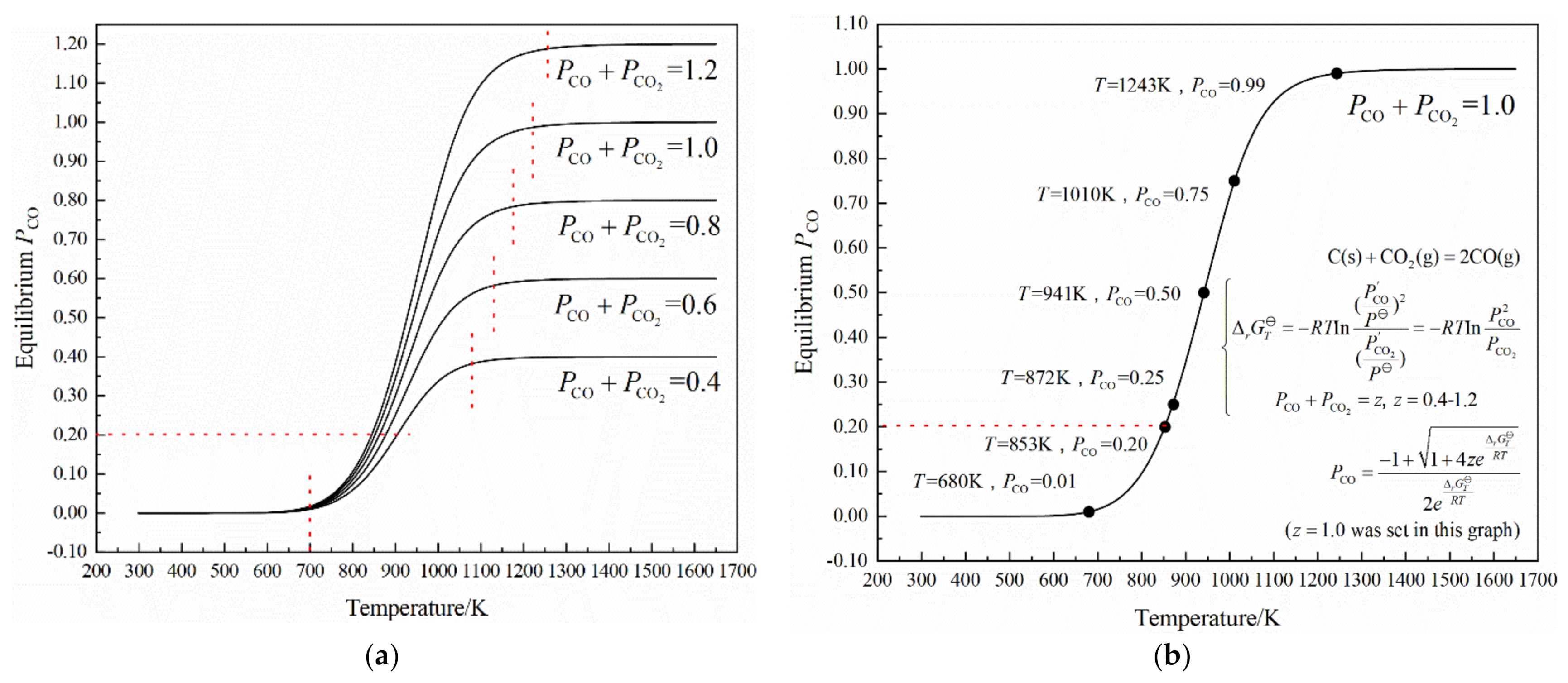
3.2.2. Equilibrium Relative Gas Partial Pressure of CO
3.2.3. Standard Reaction Enthalpy of the Gasification Reaction and Combustion Reaction
3.3. Coupling Reaction of Reduction and Gasification
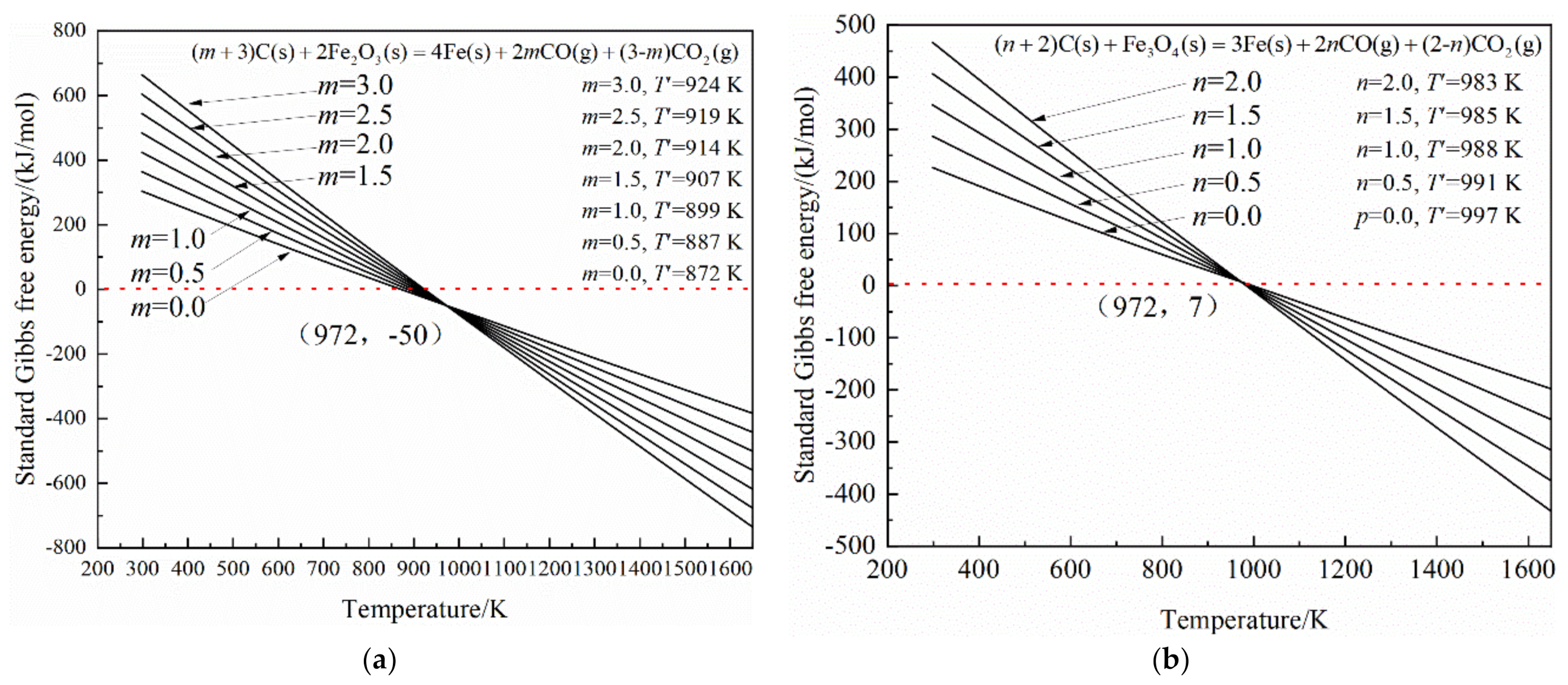
3.3.1. Standard Gibbs Free Energy
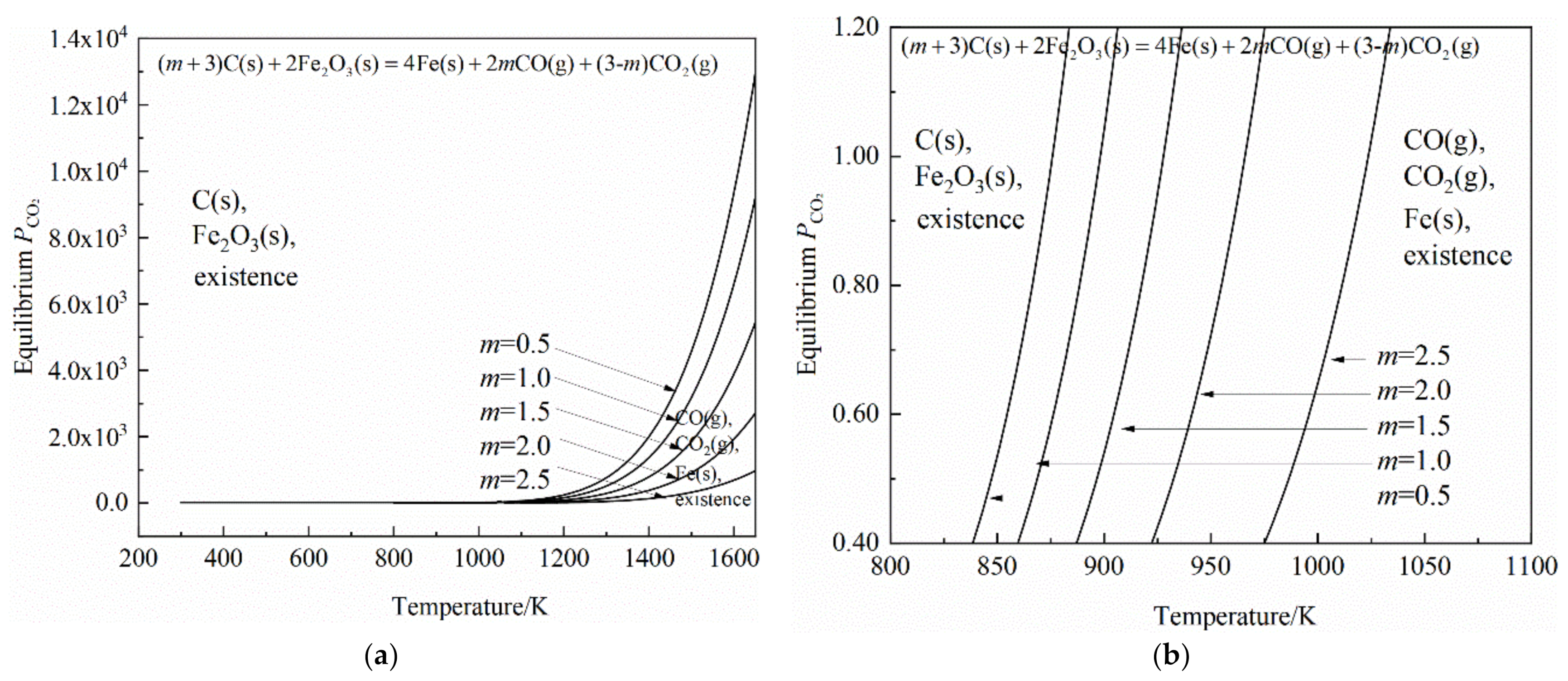
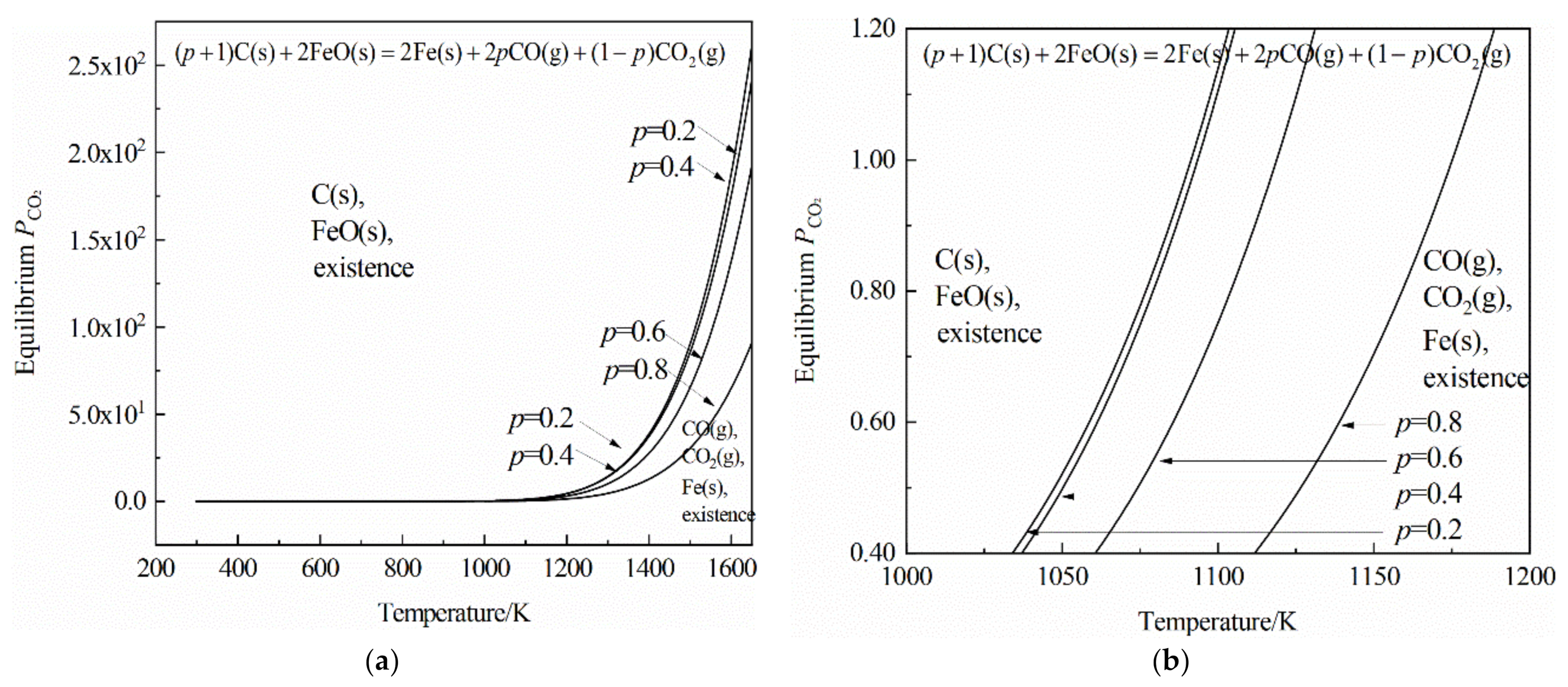
3.3.2. Relative Gas Partial Pressure of CO and CO2
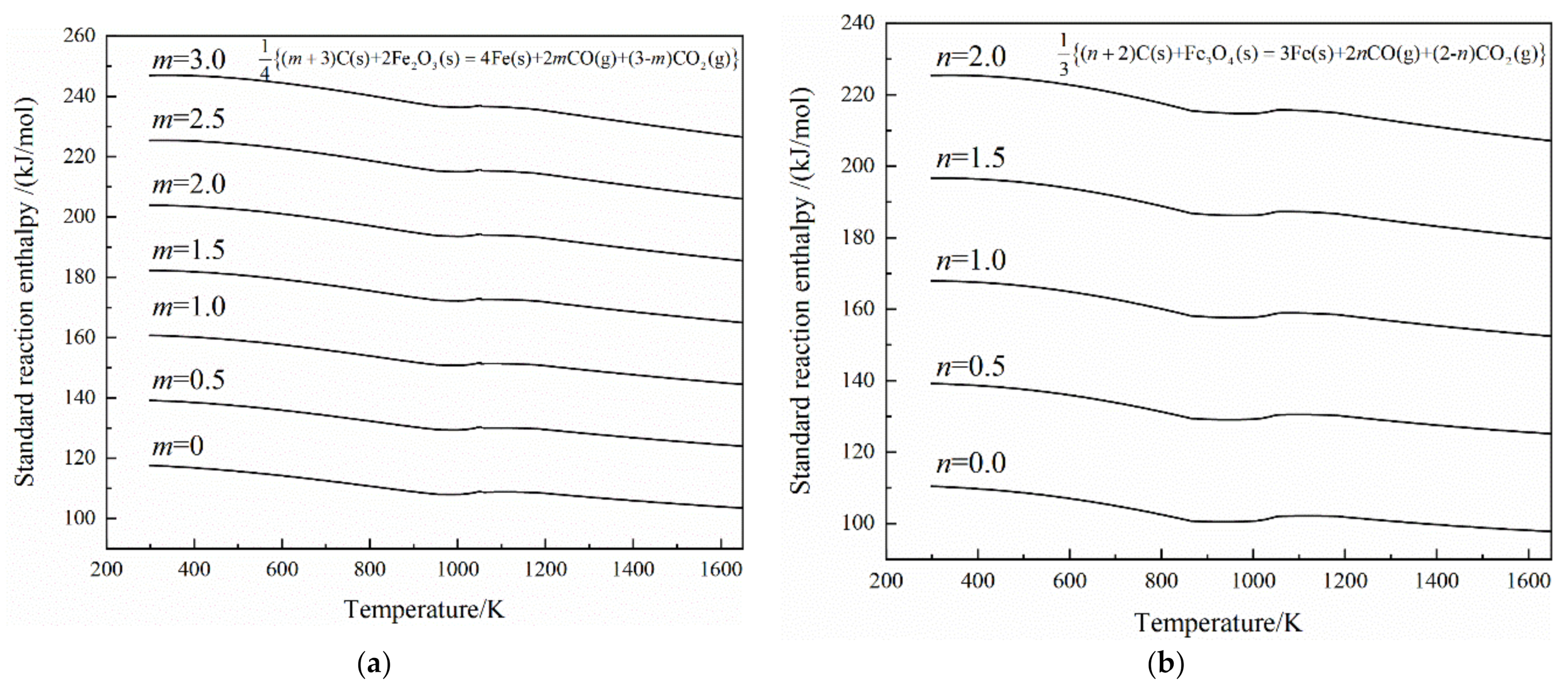
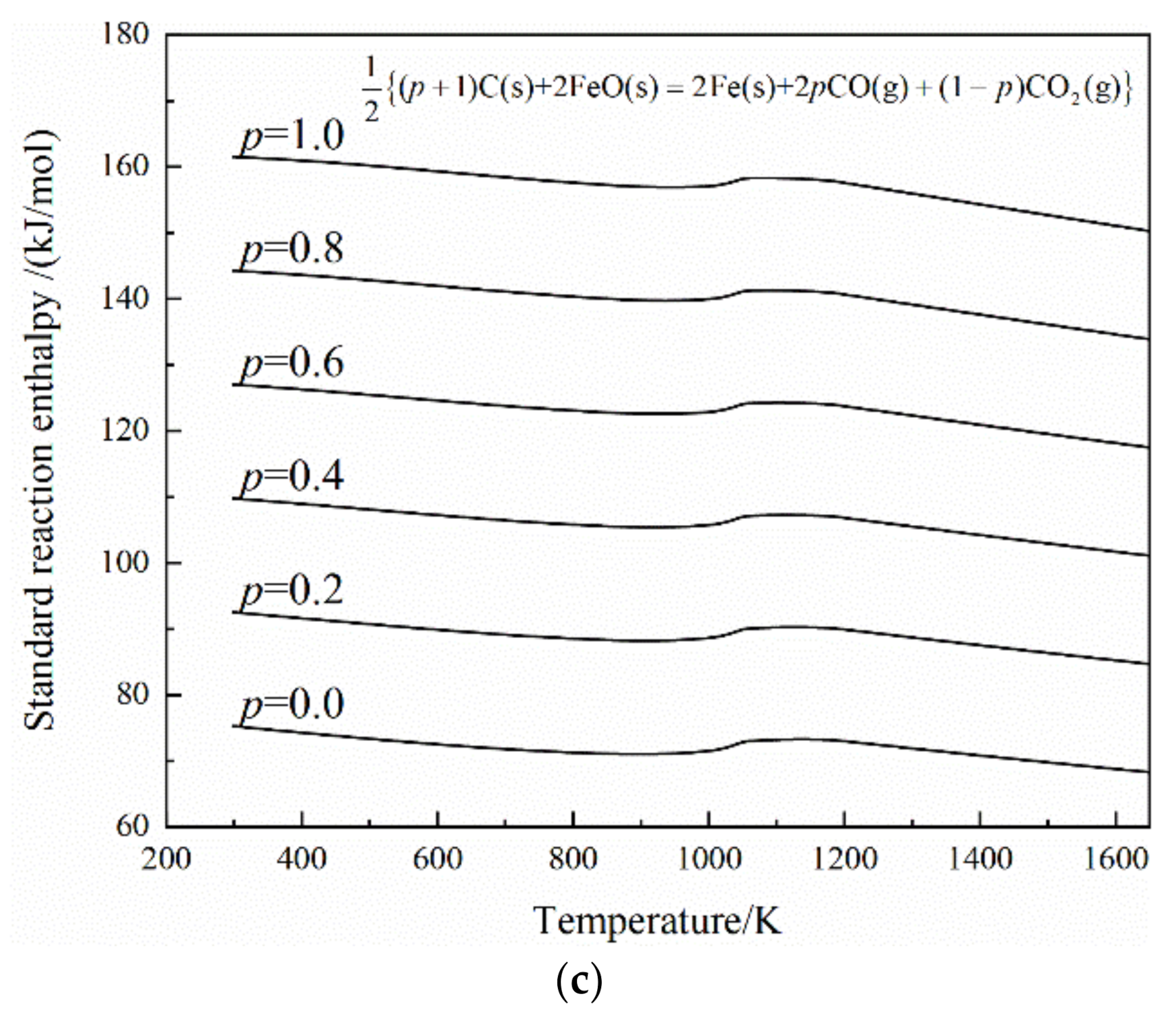
3.3.3. Standard Reaction Enthalpy
3.4. Energy Consumption of Heating Solid Materials
3.5. Energy Consumption Per Ton Liquid Iron
3.6. Carbon Consumption and CO2 Output
3.7. Discussion
4. Conclusions
- (1)
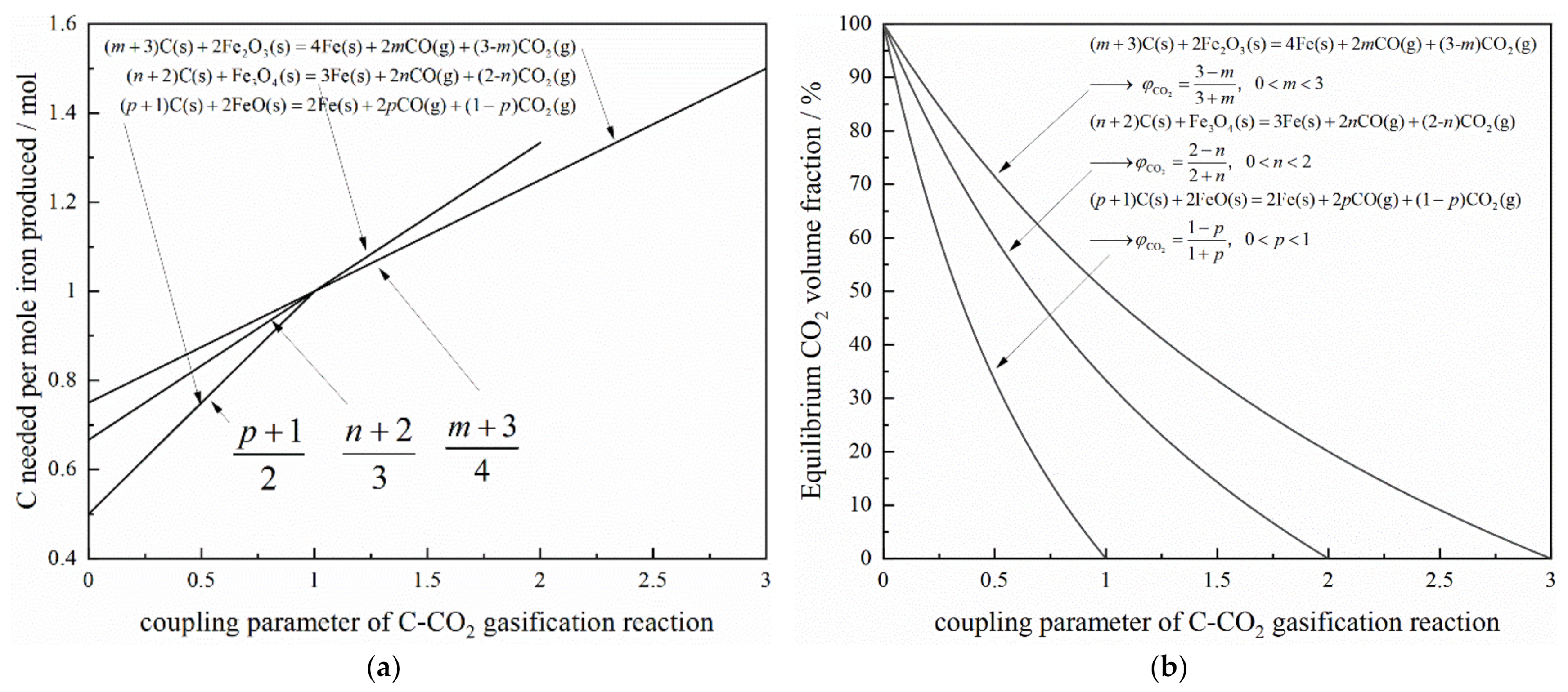
- The equilibrium relative gas partial pressure of CO2 was limited between 0.4 and 1.2, and the volume fraction of CO2 decreased as the coupling parameters increased.
- (2)
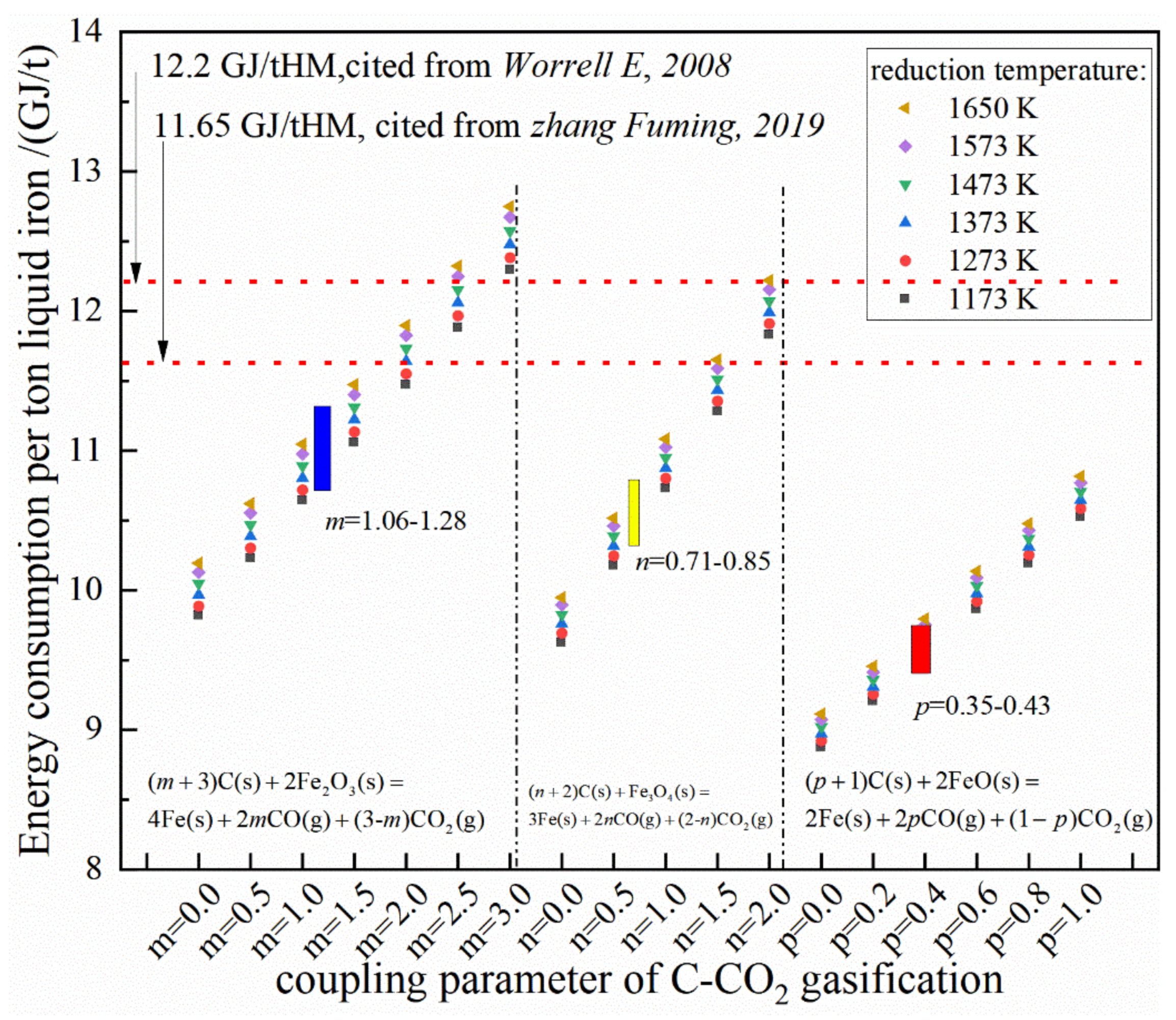
- According to the actual volume ratio of CO to CO2, the coupling parameters of carbon gasification by CO2 and reduction of iron oxides by carbon were 1.06–1.28 for Fe2O3, 0.71–0.85 for Fe3O4, 0.35–0.43 for FeO, respectively.
- (3)
- Under the same conditions, the energy consumption of ironmaking of iron oxides increased with increases in the amount of carbon gasification by CO2.
- (4)
- The minimum energy consumption, carbon consumption, and CO2 output occurred in the reduction reaction with only CO2 generated, and the maximums of these items were by the reduction reaction with only CO generated.
- (5)
- Compared with current production levels, the energy consumption and CO2 of ironmaking by carbon could be lower by decreasing the coupling parameter of the C–CO2 reaction, or by lowering the generated temperature of solid Fe, or increasing the iron content in the raw material though changing the iron oxides, though these were very difficult to operate.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Suopajärvi, H.; Umeki, K.; Mousa, E.; Hedayati, A.; Romar, H.; Kemppainen, A.; Wang, C.; Phounglamcheik, A.; Tuomikoski, S.; Norberg, N.; et al. Use of biomass in integrated steelmaking-Status quo, future needs and comparison to other low-CO2 steel production technologies. Appl. Energy 2018, 213, 384–407. [Google Scholar] [CrossRef] [Green Version]
- Hasanbeigi, A.; Arens, M.; Price, L. Alternative emerging ironmaking technologies for energy-efficiency and carbon dioxide emissions reduction: A technical review. Renew. Sustain. Energy Rev. 2014, 33, 645–658. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, Y.; Xu, J.; Jia, G. Carbon element flow analysis and CO2 emission reduction in iron and steel works. J. Clean. Prod. 2018, 172, 709–723. [Google Scholar] [CrossRef]
- Abdul Quader, M.; Ahmed, S.; Dawal, S.Z.; Nukman, Y. Present needs, recent progress and future trends of energy-efficient Ultra-Low Carbon Dioxide (CO2) Steelmaking (ULCOS) program. Renew. Sustain. Energy Rev. 2016, 55, 537–549. [Google Scholar] [CrossRef]
- Worrell, E.; Price, L.; Neelis, M.; Galitsky, C.; Zhou, N. World Best Practice Energy Intensity Values for Selected Industrial Sectors; LBNL-62806; R&D Project: 809P73; US200810%%205; Ernest Orlando Lawrence Berkeley NationalLaboratory: Berkeley, CA, USA, 2007. [Google Scholar] [CrossRef] [Green Version]
- Fu-ming, Z. Prospect and development achievements of blast furnace ironmaking technologies and equipments in China. Iron Steel 2019, 54, 1–8. [Google Scholar] [CrossRef]
- Khasraw, D.; Spooner, S.; Hage, H.; Meijer, K.; Li, Z. Devolatilisation characteristics of coal and biomass with respect to temperature and heating rate for HIsarna alternative ironmaking process. Fuel 2021, 284, 119101. [Google Scholar] [CrossRef]
- Qi, Z.; Wei, Z.; Yu-jie, W.; Jin, X.; Xian-chang, C. Potential of energy saving and emission reduction and energy efficiency improvement of China's steel industry. Iron Steel 2019, 54, 7–14. (In Chinese) [Google Scholar] [CrossRef]
- Tan, X.; Li, H.; Guo, J.; Gu, B.; Zeng, Y. Energy-saving and emission-reduction technology selection and CO2 emission reduction potential of China's iron and steel industry under energy substitution policy. J. Clean. Prod. 2019, 222, 823–834. [Google Scholar] [CrossRef]
- Jin, P.; Jiang, Z.; Bao, C.; Lu, Y.; Zhang, J.; Zhang, X. Mathematical Modeling of the Energy Consumption and Carbon Emission for the Oxygen Blast Furnace with Top Gas Recycling. Steel Res. Int. 2016, 87, 320–329. [Google Scholar] [CrossRef] [Green Version]
- Karakaya, E.; Nuur, C.; Assbring, L. Potential transitions in the iron and steel industry in Sweden: Towards a hydrogen-based future? J. Clean. Prod. 2018, 195, 651–663. [Google Scholar] [CrossRef]
- Fu-ming, Z. Developing prospects on high temperature and low fuel ratio technologies for blast furnace ironmaking. China Metall. 2013, 23, 1–7. (In Chinese) [Google Scholar] [CrossRef]
- Hong-qiang, L.; Fu-ming, Z.; Si-yu, L.; Jian-xun, F. Green low-carbon analysis of iron and steel manufacturing process of Shougang Jingtang Iron and Steel Company. Iron Steel 2016, 51, 80–88. (In Chinese) [Google Scholar] [CrossRef]
- Fu-ming, Z. Development and prospect of green and low carbon ironmaking technologies in Shougang. Iron Steel 2020, 55, 11–18. (In Chinese) [Google Scholar] [CrossRef]
- Xu, J.P.; Feng, Q.; Lv, C.W.; Huang, Q. Low-carbon electricity generation-based dynamic equilibrium strategy for carbon dioxide emissions reduction in the coal-fired power enterprise. Environ. Sci. Pollut. Res. 2019, 26, 36732–36753. [Google Scholar] [CrossRef] [PubMed]
- Yap, J.Y.; Tan, J.; Foo, D.C.Y.; Tan, R.R.; Papadokonstantakis, S.; Badr, S. A graphical method for carbon dioxide emissions reduction in multi-product plants. Process Saf. Environ. Prot. 2020, 133, 51–63. [Google Scholar] [CrossRef]
- Rami, B.; Hamzeh, H.; Olivier, M.; Fabrice, P. Optimization of the iron ore direct reduction process through multiscale process modeling. Materials 2018, 11, 1094. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Zuo, H.; Wang, Y.; Wang, J.; Xue, Q. Review of green and low-carbon ironmaking technology. Ironmak. Steelmak. 2020, 47, 296–306. [Google Scholar] [CrossRef]
- Smith, M.P. Blast Furnace Ironmaking-A View on Future Developments. In Proceedings of the Procedia Engineering13th Global Congress on Manufacturing and Management, Zhengzhou, China, 28–30 November 2016; pp. 19–28. [Google Scholar]
- Ariyama, T.; Murai, R.; Ishii, J.; Sato, M. Reduction of CO2 emissions from integrated steel works and its subjects for a future study. ISIJ Int. 2005, 45, 1371–1378. [Google Scholar] [CrossRef] [Green Version]
- Griffin, P.W.; Hammond, G.P. Industrial energy use and carbon emissions reduction in the iron and steel sector: A UK perspective. Appl. Energy 2019, 249, 109–125. [Google Scholar] [CrossRef]
- Lin, B.Q.; Ouyang, X.L. Analysis of energy-related CO2 (carbon dioxide) emissions and reduction potential in the Chinese non-metallic mineral products industry. Energy 2014, 68, 688–697. [Google Scholar] [CrossRef]
- Xu, B.; Lin, B.Q. Carbon dioxide emissions reduction in China's transport sector: A dynamic VAR (vector autoregression) approach. Energy 2015, 83, 486–495. [Google Scholar] [CrossRef]
- Farmer, T.C.; Doherty, M.F. Thermodynamic assessment of carbon dioxide emission reduction during fossil fuel derived energy production. Energy 2019, 177, 565–573. [Google Scholar] [CrossRef]
- Lu, W.Y.; Cao, Q.X.; Xu, B.; Adidharma, H.; Gasem, K.; Argyle, M.; Zhang, F.; Zhang, Y.L.; Fan, M.H. A new approach of reduction of carbon dioxide emission and optimal use of carbon and hydrogen content for the desired syngas production from coal. J. Clean. Prod. 2020, 265, 121786. [Google Scholar] [CrossRef]
- Mardani, A.; Liao, H.C.; Nilashi, M.; Alrasheedi, M.; Cavallaro, F. A multi-stage method to predict carbon dioxide emissions using dimensionality reduction, clustering, and machine learning techniques. J. Clean. Prod. 2020, 275, 122942. [Google Scholar] [CrossRef]
- Karlsson, I.; Rootzén, J.; Toktarova, A.; Odenberger, M.; Johnsson, F.; Göransson, L. Roadmap for decarbonization of the building and construction industry—a supply chain analysis including primary production of steel and cement. Energies 2020, 13, 4136. [Google Scholar] [CrossRef]
- Holappa, L. A general vision for reduction of energy consumption and CO2 emissions from the steel industry. Metals 2020, 10, 1117. [Google Scholar] [CrossRef]
- Patisson, F.; Mirgaux, O. Hydrogen ironmaking: How it works. Metals 2020, 10, 922. [Google Scholar] [CrossRef]
- Hui, C.; Wei-Dong, Z.; Ze-Jun, M.; Wei-Chun, Z.; Hong-Qi, W.; Kun-Tai, Z. Theoretical Analysis on Pressure Loss in Blast System of BF. Iron Steel 2011, 46, 22–25, 34. (In Chinese) [Google Scholar] [CrossRef]
- Moriya, K.; Takahashi, K.; Murao, A.; Sato, T.; Fukada, K. Effect of large amount of CO-injected gaseous reducing agent on combustibility of pulverized coal analyzed with non-contact measurement. ISIJ Int. 2020, 60, 1662–1668. [Google Scholar] [CrossRef]
- Chen, W.-H.; Hsu, C.-L.; Du, S.-W. Thermodynamic analysis of the partial oxidation of coke oven gas for indirect reduction of iron oxides in a blast furnace. Energy 2015, 86, 758–771. [Google Scholar] [CrossRef]
- Xu, C.C.; Cang, D.Q. A Brief Overview of Low CO2 Emission Technologies for Iron and Steel Making. J. Iron Steel Res. Int. 2010, 17, 1–7. [Google Scholar] [CrossRef]
- Wang, D.; Xu, J.; Ma, K.; Xu, Y.; Dang, J.; Kou, M.; Lv, X.; Wen, L. Innovative evaluation of CO-H2 interaction during gaseous wustite reduction controlled by external gas diffusion. Int. J. Hydrog. Energy 2017, 42, 14047–14057. [Google Scholar] [CrossRef]
- Hayashi, K.; Kasahara, S.; Kuribara, K.; Nakagaki, T.; Yan, X.L.; Inagaki, Y.; Ogawa, M. Process evaluation of use of high temperature gas-cooled reactors to an ironmaking system based on active carbon recycling energy system. ISIJ Int. 2015, 55 (Suppl. 2SI), 348–358. [Google Scholar] [CrossRef] [Green Version]
- Kato, Y. Carbon recycling for reduction of carbon dioxide emission from iron-making process. ISIJ Int. 2010, 50, 181–185. [Google Scholar] [CrossRef] [Green Version]
- Qi, Z.; Murakami, T.; Kasai, E. Gasification and reduction behavior of iron ore-carbon composite under high pressure. ISIJ Int. 2012, 52, 1778–1784. [Google Scholar] [CrossRef] [Green Version]
- Sato, K.; Noguchi, T.; Miki, T.; Sasaki, Y.; Hino, M. Effect of Fe3C on carburization and smelting behavior of reduced iron in blast furnace. ISIJ Int. 2011, 51 (Suppl. 8SI), 1269–1273. [Google Scholar] [CrossRef] [Green Version]
- Hanjie, G. Future study on the basic principle and the imagination on the ideal technology and equipment for non-coking Coal ironmaking process (II). Metall. Equip. 2015, 223, 1–9, 59. (In Chinese) [Google Scholar] [CrossRef]
- Hanjie, G. Future study on the basic principle and the imagination on the ideal technology and equipment for non-coking coal ironmaking process (I). Metall. Equip. 2015, 222, 1–7. (In Chinese) [Google Scholar] [CrossRef]
- Xiaoliu, W. Metallurgy of Iron and Steel, 3rd ed.; Ironmaking Part; Metallurgy Industry Press: Beijing, China, 2013. [Google Scholar]
- Sandler, S.I.; Woodcock, L.V. Historical observations on laws of thermodynamics. J. Chem. Eng. Data 2010, 55, 4485–4490. [Google Scholar] [CrossRef]
- Leicester, H.M. Germain henri hess and the foundations of thermochemistry. J. Chem. Educ. 1951, 28, 581–583. [Google Scholar] [CrossRef]
- Kulinich, V.I. Thermodynamic modeling of the blast-furnace smelting of hot metal. Steel Transl. 2007, 27, 356–361. [Google Scholar] [CrossRef]
- Barin, I.; Knacke, O.; Kubaschewski, O. Thermochemical Properties of Inorganic Substances; Supplement; Springer: Berlin/Heidelberg, Germany, 1977. [Google Scholar] [CrossRef]
- Barin, I.; Knacke, O. Thermochemical Properties of Inorganic Substances; Springer: Berlin/Heidelberg, Germany, 1973. [Google Scholar]
- Kubaschewski, O.; Evans, E.L.; Alcock, C.B. Metallurgical Thermochemistry, 5th ed.; Pergamon Press: New York, NY, USA, 1979. [Google Scholar]
- Kuangdi, X. Low carbon economy and iron and steel industry. Iron Steel 2010, 45, 1–12. (In Chinese) [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction Type | Reaction Equation | Number | |
|---|---|---|---|
| Direct reduction reaction with only CO generated | (2) | ||
| (3) | |||
| (4) | |||
| Direct reduction reaction with only CO2 generated | (5) | ||
| (6) | |||
| (7) | |||
| Gasification reaction | (8) | ||
| Complete combustion reaction | (9) | ||
| Species | Phase | /(kJ/mol) | I /(J/mol) | Specific Heat Capacity Parameter | Temperature Range | Transition Enthalpy /(J/mol) | Transition Entropy /(J/(mol•K)) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1 | A2 | A3 | A4 | T1/K | T2/K | ||||||||
| C | solid | 0.000 | 5.740 | −2106.402 | 6.659 | 0.109 | 38.940 | −1.481 | −17.385 | 298.150 | 1100.000 | 0.000 | 0.000 |
| 13,993.972 | 26.590 | −16,027.072 | 170.780 | 24.439 | 0.435 | −31.627 | 0.000 | 1100.000 | 4073.000 | 0.000 | 0.000 | ||
| Fe | solid, α | 0.000 | 27.280 | −9267.465 | 161.985 | 28.175 | −7.318 | −2.895 | 25.041 | 298.150 | 800.000 | 0.000 | 0.000 |
| solid, α | 15,566.499 | 56.914 | 22,1874.519 | −1925.185 | −263.454 | 255.810 | 619.232 | 0.000 | 800.000 | 1000.000 | 0.000 | 0.000 | |
| solid, α | 24,402.271 | 66.704 | 31,8137.899 | −4446.394 | −641.905 | 696.339 | 0.000 | 0.000 | 1000.000 | 1042.000 | 0.000 | 0.000 | |
| solid, α | 27,302.663 | 69.541 | −1,030,294.708 | 13,538.465 | 1946.255 | −1787.497 | 0.000 | 0.000 | 1042.000 | 1060.000 | 0.000 | 0.000 | |
| solid, α | 28,519.379 | 70.700 | −68,549.061 | 902.887 | 132.490 | −77.200 | 0.000 | 0.000 | 1060.000 | 1184.000 | 0.000 | 0.000 | |
| solid, β | 34,207.458 | 75.784 | −57.453 | 127.881 | 23.991 | 8.360 | 0.000 | 0.000 | 1184.000 | 1665.000 | 899.560 | 0.761 | |
| solid, γ | 0.000 | 27.280 | −9267.465 | 161.985 | 28.175 | −7.318 | −2.895 | 25.041 | 1665.000 | 1809.000 | 13,807.200 | 7.632 | |
| FeO | solid | −272,043.680 | 60.752 | −288,683.263 | 283.931 | 50.802 | 8.615 | −3.310 | 0.000 | 298.150 | 1650.000 | 24,058.000 | 14.581 |
| Fe3O4 | solid, α | −1,118,383.200 | 146.440 | −1,153,388.928 | 493.621 | 86.266 | 208.915 | 0.000 | 0.000 | 298.150 | 866.000 | 0.000 | 0.000 |
| solid, β | −1,000,344.110 | 357.057 | −1,174,264.622 | 1202.180 | 200.832 | 0.000 | 0.000 | 0.000 | 866.000 | 1870.000 | 138,072.000 | 73.835 | |
| Fe2O3 | solid, α | −825,503.200 | 87.446 | −863,246.763 | 602.366 | 98.282 | 77.822 | −14.853 | 0.000 | 298.150 | 953.000 | 0.000 | 0.000 |
| solid, β | −732,685.790 | 245.076 | −876,230.462 | 938.770 | 150.624 | 0.000 | 0.000 | 0.000 | 953.000 | 1053.000 | 669.440 | 0.703 | |
| solid, γ | −716,953.950 | 260.809 | −860,742.892 | 802.955 | 132.675 | 7.364 | 0.000 | 0.000 | 1053.000 | 1730.000 | 0.000 | 0.000 | |
| O2 | gas | 0.000 | 205.037 | −9679.104 | −2.205 | 29.957 | 4.184 | −1.674 | 0.000 | 298.150 | 3000.000 | 0.000 | 0.000 |
| CO | gas | −110,541.280 | 197.552 | −119,209.213 | −6.029 | 28.409 | 4.100 | −0.046 | 0.000 | 298.150 | 2500.000 | 0.000 | 0.000 |
| CO2 | gas | −393,505.200 | 213.660 | −409,930.357 | 89.475 | 44.141 | 9.037 | −8.535 | 0.000 | 298.150 | 3000.000 | 0.000 | 0.000 |
| H2O | gas | −241,814.280 | 188.724 | −251,122.370 | 15.205 | 29.999 | 10.711 | 0.335 | 0.000 | 298.150 | 2500.000 | −241,814.280 | 188.724 |
| H2 | gas | 0.000 | 130.583 | −8110.091 | 52.816 | 27.280 | 3.264 | 0.502 | 0.000 | 298.150 | 3000.000 | 0.000 | 130.583 |
| Reaction Equation | The Relative Partial Pressure of CO | The Relative Partial Pressure of CO2 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.01 | 0.10 | 0.25 | 0.50 | 0.75 | 1.00 | 0.01 | 0.10 | 0.25 | 0.50 | 0.75 | 1.00 | |
| 3C(s) + Fe2O3(s) = 2Fe(s) + 3CO(g) | 756 | 831 | 866 | 894 | 911 | 924 | ||||||
| 3C(s) + 2Fe2O3(s) = 4Fe(s) + 3CO2(g) | 712 | 783 | 816 | 843 | 860 | 872 | ||||||
| 4C(s) + Fe3O4(s) = 3Fe(s) + 4CO(g) | 798 | 881 | 919 | 950 | 969 | 983 | ||||||
| 2C(s) + Fe3O4(s) = 3Fe(s) + 2CO2(g) | 796 | 885 | 926 | 960 | 981 | 997 | ||||||
| C(s) + FeO(s) = Fe(s) + CO(g) | 832 | 927 | 970 | 1006 | 1028 | 1044 | ||||||
| C(s) + 2FeO(s) = 2Fe(s) + CO2(g) | 877 | 994 | 1049 | 1094 | 1123 | 1144 | ||||||
| Reaction Equation | Temperature/(K) | ||||||
|---|---|---|---|---|---|---|---|
| 298 | 1173 | 1273 | 1373 | 1473 | 1573 | 1650 | |
| 3C(s) + Fe2O3(s) = 2Fe(s) + 3CO(g) | 4.410 | 4.210 | 4.174 | 4.138 | 4.103 | 4.069 | 4.044 |
| 3C(s) + 2Fe2O3(s) = 4Fe(s) + 3CO2(g) | 2.100 | 1.940 | 1.919 | 1.898 | 1.878 | 1.860 | 1.848 |
| 4C(s) + Fe3O4(s) = 3Fe(s) + 4CO(g) | 4.025 | 3.840 | 3.808 | 3.777 | 3.747 | 3.719 | 3.699 |
| 2C(s) + Fe3O4(s) = 3Fe(s) + 2CO2(g) | 1.972 | 1.823 | 1.804 | 1.785 | 1.769 | 1.756 | 1.747 |
| C(s) + FeO(s) = Fe(s) + CO(g) | 2.884 | 2.820 | 2.793 | 2.764 | 2.734 | 2.706 | 2.684 |
| C(s) + 2FeO(s) = 2Fe(s) + CO2(g) | 1.344 | 1.307 | 1.289 | 1.270 | 1.251 | 1.233 | 1.220 |
| Reaction Equation | Coupling Parameter | Reduction Temperature/(K) | |||||
|---|---|---|---|---|---|---|---|
| 1173 | 1273 | 1373 | 1473 | 1573 | 1650 | ||
| (m + 3)C(s) + 2Fe2O3(s) = 4Fe(s) + 2mCO(g) + (3 − m)CO2(g) | m = 0.0 | 1.940 | 1.914 | 1.898 | 1.884 | 1.871 | 1.863 |
| m = 0.5 | 2.318 | 2.290 | 2.271 | 2.254 | 2.240 | 2.229 | |
| m = 1.0 | 2.697 | 2.666 | 2.645 | 2.625 | 2.608 | 2.595 | |
| m = 1.5 | 3.075 | 3.042 | 3.018 | 2.996 | 2.976 | 2.961 | |
| m = 2.0 | 3.453 | 3.418 | 3.392 | 3.367 | 3.344 | 3.327 | |
| m = 2.5 | 3.831 | 3.794 | 3.765 | 3.738 | 3.712 | 3.693 | |
| m = 3.0 | 4.210 | 4.170 | 4.138 | 4.108 | 4.080 | 4.059 | |
| (n + 2)C(s) + Fe3O4(s) = 3Fe(s) + 2nCO(g) + (2 − n)CO2(g) | n = 0.0 | 1.823 | 1.804 | 1.785 | 1.769 | 1.756 | 1.747 |
| n = 0.5 | 2.327 | 2.305 | 2.283 | 2.264 | 2.246 | 2.235 | |
| n = 1.0 | 2.832 | 2.806 | 2.781 | 2.758 | 2.737 | 2.723 | |
| n = 1.5 | 3.336 | 3.307 | 3.279 | 3.253 | 3.228 | 3.211 | |
| n = 2.0 | 3.840 | 3.808 | 3.777 | 3.747 | 3.719 | 3.699 | |
| (p + 1)C(s) + 2FeO(s) = 2Fe(s) + 2pCO(g) + (1 − p)CO2(g) | p = 0.0 | 1.307 | 1.289 | 1.270 | 1.251 | 1.233 | 1.220 |
| p = 0.2 | 1.610 | 1.590 | 1.569 | 1.548 | 1.528 | 1.512 | |
| p = 0.4 | 1.913 | 1.891 | 1.867 | 1.845 | 1.822 | 1.805 | |
| p = 0.6 | 2.215 | 2.191 | 2.166 | 2.141 | 2.117 | 2.098 | |
| p = 0.8 | 2.518 | 2.492 | 2.465 | 2.438 | 2.411 | 2.391 | |
| p = 1.0 | 2.820 | 2.793 | 2.764 | 2.734 | 2.706 | 2.684 | |
| Reaction Equation | Coupling Parameter | Reduction Temperature/(K) | |||||
|---|---|---|---|---|---|---|---|
| 1173 | 1273 | 1373 | 1473 | 1573 | 1650 | ||
| (m + 3)C(s) + 2Fe2O3(s) = 4Fe(s) + 2mCO(g) + (3 − m)CO2(g) | m = 0.0 | 1.770 | 1.864 | 1.960 | 2.055 | 2.150 | 2.222 |
| m = 0.5 | 1.805 | 1.904 | 2.005 | 2.105 | 2.205 | 2.282 | |
| m = 1.0 | 1.839 | 1.944 | 2.050 | 2.156 | 2.261 | 2.342 | |
| m = 1.5 | 1.874 | 1.984 | 2.095 | 2.206 | 2.317 | 2.402 | |
| m = 2.0 | 1.909 | 2.024 | 2.141 | 2.257 | 2.373 | 2.462 | |
| m = 2.5 | 1.944 | 2.064 | 2.186 | 2.307 | 2.428 | 2.521 | |
| m = 3.0 | 1.979 | 2.104 | 2.231 | 2.358 | 2.484 | 2.581 | |
| (n + 2)C(s) + Fe3O4(s) = 3Fe(s) + 2nCO(g) + (2 − n)CO2(g) | n = 0.0 | 1.696 | 1.780 | 1.865 | 1.948 | 2.030 | 2.093 |
| n = 0.5 | 1.742 | 1.833 | 1.925 | 2.015 | 2.105 | 2.173 | |
| n = 1.0 | 1.789 | 1.887 | 1.985 | 2.083 | 2.179 | 2.252 | |
| n = 1.5 | 1.835 | 1.940 | 2.045 | 2.150 | 2.253 | 2.332 | |
| n = 2.0 | 1.882 | 1.993 | 2.106 | 2.217 | 2.327 | 2.412 | |
| (p + 1)C(s) + 2FeO(s) = 2Fe(s) + 2pCO(g) + (1 − p)CO2(g) | p = 0.0 | 1.458 | 1.525 | 1.593 | 1.663 | 1.732 | 1.786 |
| p = 0.2 | 1.486 | 1.557 | 1.630 | 1.703 | 1.777 | 1.834 | |
| p = 0.4 | 1.513 | 1.589 | 1.666 | 1.743 | 1.821 | 1.882 | |
| p = 0.6 | 1.541 | 1.621 | 1.702 | 1.784 | 1.866 | 1.929 | |
| p = 0.8 | 1.569 | 1.653 | 1.738 | 1.824 | 1.910 | 1.977 | |
| p = 1.0 | 1.597 | 1.685 | 1.774 | 1.864 | 1.955 | 2.025 | |
| Reaction Equation | Coupling Parameter | Reduction Temperature/(K) | |||||
|---|---|---|---|---|---|---|---|
| 1173 | 1273 | 1373 | 1473 | 1573 | 1650 | ||
| (m + 3)C(s) + 2Fe2O3(s) = 4Fe(s) + 2mCO(g) + (3 − m)CO2(g) | m = 0.0 | 9.952 | 10.021 | 10.100 | 10.181 | 10.263 | 10.328 |
| m = 0.5 | 10.365 | 10.436 | 10.518 | 10.602 | 10.687 | 10.753 | |
| m = 1.0 | 10.778 | 10.852 | 10.937 | 11.023 | 11.111 | 11.179 | |
| m = 1.5 | 11.191 | 11.268 | 11.356 | 11.444 | 11.535 | 11.605 | |
| m = 2.0 | 11.604 | 11.684 | 11.774 | 11.866 | 11.958 | 12.031 | |
| m = 2.5 | 12.017 | 12.100 | 12.193 | 12.287 | 12.382 | 12.457 | |
| m = 3.0 | 12.431 | 12.516 | 12.611 | 12.708 | 12.806 | 12.883 | |
| (n + 2)C(s) + Fe3O4(s) = 3Fe(s) + 2nCO(g) + (2 − n)CO2(g) | n = 0.0 | 9.761 | 9.826 | 9.892 | 9.959 | 10.028 | 10.081 |
| n = 0.5 | 10.312 | 10.380 | 10.450 | 10.521 | 10.593 | 10.649 | |
| n = 1.0 | 10.863 | 10.935 | 11.008 | 11.083 | 11.158 | 11.217 | |
| n = 1.5 | 11.413 | 11.489 | 11.566 | 11.644 | 11.723 | 11.785 | |
| n = 2.0 | 11.964 | 12.044 | 12.124 | 12.206 | 12.288 | 12.353 | |
| (p + 1)C(s) + 2FeO(s) = 2Fe(s) + 2pCO(g) + (1 − p)CO2(g) | p = 0.0 | 9.007 | 9.056 | 9.105 | 9.156 | 9.207 | 9.247 |
| p = 0.2 | 9.337 | 9.388 | 9.440 | 9.493 | 9.546 | 9.588 | |
| p = 0.4 | 9.668 | 9.721 | 9.775 | 9.830 | 9.885 | 9.929 | |
| p = 0.6 | 9.999 | 10.054 | 10.110 | 10.167 | 10.225 | 10.269 | |
| p = 0.8 | 10.329 | 10.387 | 10.445 | 10.504 | 10.564 | 10.610 | |
| p = 1.0 | 10.660 | 10.719 | 10.780 | 10.841 | 10.903 | 10.951 | |
| Reaction Equation | Coupling Parameter | Reduction Temperature/(K) | |||||
|---|---|---|---|---|---|---|---|
| 1173 | 1273 | 1373 | 1473 | 1573 | 1650 | ||
| (m + 3)C(s) + 2Fe2O3(s) = 4Fe(s) + 2mCO(g) + (3 − m)CO2(g) | m = 0.0 | 160.714 | 160.714 | 160.714 | 160.714 | 160.714 | 160.714 |
| m = 0.5 | 187.500 | 187.500 | 187.500 | 187.500 | 187.500 | 187.500 | |
| m = 1.0 | 214.286 | 214.286 | 214.286 | 214.286 | 214.286 | 214.286 | |
| m = 1.5 | 241.071 | 241.071 | 241.071 | 241.071 | 241.071 | 241.071 | |
| m = 2.0 | 267.857 | 267.857 | 267.857 | 267.857 | 267.857 | 267.857 | |
| m = 2.5 | 294.643 | 294.643 | 294.643 | 294.643 | 294.643 | 294.643 | |
| m = 3.0 | 321.429 | 321.429 | 321.429 | 321.429 | 321.429 | 321.429 | |
| (n + 2)C(s) + Fe3O4(s) = 3Fe(s) + 2nCO(g) + (2 − n)CO2(g) | n = 0.0 | 142.857 | 142.857 | 142.857 | 142.857 | 142.857 | 142.857 |
| n = 0.5 | 178.571 | 178.571 | 178.571 | 178.571 | 178.571 | 178.571 | |
| n = 1.0 | 214.286 | 214.286 | 214.286 | 214.286 | 214.286 | 214.286 | |
| n = 1.5 | 250.000 | 250.000 | 250.000 | 250.000 | 250.000 | 250.000 | |
| n = 2.0 | 285.714 | 285.714 | 285.714 | 285.714 | 285.714 | 285.714 | |
| (p + 1)C(s) + 2FeO(s) = 2Fe(s) + 2pCO(g) + (1 − p)CO2(g) | p = 0.0 | 107.143 | 107.143 | 107.143 | 107.143 | 107.143 | 107.143 |
| p = 0.2 | 128.571 | 128.571 | 128.571 | 128.571 | 128.571 | 128.571 | |
| p = 0.4 | 150.000 | 150.000 | 150.000 | 150.000 | 150.000 | 150.000 | |
| p = 0.6 | 171.429 | 171.429 | 171.429 | 171.429 | 171.429 | 171.429 | |
| p = 0.8 | 192.857 | 192.857 | 192.857 | 192.857 | 192.857 | 192.857 | |
| p = 1.0 | 214.286 | 214.286 | 214.286 | 214.286 | 214.286 | 214.286 | |
| Reaction Equation | Coupling Parameter | Reduction Temperature/(K) | |||||
|---|---|---|---|---|---|---|---|
| 1173 | 1273 | 1373 | 1473 | 1573 | 1650 | ||
| (m + 3)C(s) + 2Fe2O3(s) = 4Fe(s) + 2mCO(g) + (3 − m)CO2(g) | m = 0.0 | 462.116 | 464.201 | 466.602 | 469.050 | 471.546 | 473.500 |
| m = 0.5 | 501.414 | 503.582 | 506.064 | 508.593 | 511.169 | 513.183 | |
| m = 1.0 | 540.713 | 542.962 | 545.526 | 548.136 | 550.791 | 552.866 | |
| m = 1.5 | 580.011 | 582.343 | 584.989 | 587.679 | 590.413 | 592.549 | |
| m = 2.0 | 619.309 | 621.724 | 624.451 | 627.222 | 630.036 | 632.232 | |
| m = 2.5 | 658.607 | 661.105 | 663.913 | 666.764 | 669.658 | 671.915 | |
| m = 3.0 | 697.906 | 700.486 | 703.376 | 706.307 | 709.280 | 711.598 | |
| (n + 2)C(s) + Fe3O4(s) = 3Fe(s) + 2nCO(g) + (2 − n)CO2(g) | n = 0.0 | 438.478 | 440.447 | 442.452 | 444.492 | 446.566 | 448.187 |
| n = 0.5 | 490.875 | 492.955 | 495.068 | 497.216 | 499.396 | 501.098 | |
| n = 1.0 | 543.273 | 545.463 | 547.685 | 549.939 | 552.226 | 554.009 | |
| n = 1.5 | 595.671 | 597.970 | 600.301 | 602.663 | 605.056 | 606.919 | |
| n = 2.0 | 648.068 | 650.478 | 652.918 | 655.387 | 657.886 | 659.830 | |
| (p + 1)C(s) + 2FeO(s) = 2Fe(s) + 2pCO(g) + (1 − p)CO2(g) | p = 0.0 | 379.932 | 381.409 | 382.912 | 384.442 | 385.998 | 387.214 |
| p = 0.2 | 411.370 | 412.913 | 414.482 | 416.077 | 417.696 | 418.960 | |
| p = 0.4 | 442.809 | 444.418 | 446.052 | 447.711 | 449.394 | 450.707 | |
| p = 0.6 | 474.247 | 475.923 | 477.622 | 479.345 | 481.092 | 482.453 | |
| p = 0.8 | 505.686 | 507.427 | 509.192 | 510.979 | 512.790 | 514.200 | |
| p = 1.0 | 537.125 | 538.932 | 540.762 | 542.614 | 544.488 | 545.946 | |
| Reaction Equation | Coupling Parameter | Reduction Temperature/(K) | |||||
|---|---|---|---|---|---|---|---|
| 1173 | 1273 | 1373 | 1473 | 1573 | 1650 | ||
| (m + 3)C(s) + 2Fe2O3(s) = 4Fe(s) + 2mCO(g) + (3 − m)CO2(g) | m = 0.0 | 1265.854 | 1273.498 | 1282.301 | 1291.280 | 1300.431 | 1307.595 |
| m = 0.5 | 1284.948 | 1292.894 | 1301.997 | 1311.270 | 1320.713 | 1328.099 | |
| m = 1.0 | 1304.041 | 1312.291 | 1321.692 | 1331.261 | 1340.995 | 1348.604 | |
| m = 1.5 | 1323.135 | 1331.687 | 1341.387 | 1351.251 | 1361.277 | 1369.108 | |
| m = 2.0 | 1342.228 | 1351.084 | 1361.083 | 1371.241 | 1381.559 | 1389.613 | |
| m = 2.5 | 1361.322 | 1370.480 | 1380.778 | 1391.232 | 1401.841 | 1410.117 | |
| m = 3.0 | 1380.416 | 1389.877 | 1400.473 | 1411.222 | 1422.123 | 1430.622 | |
| (n + 2)C(s) + Fe3O4(s) = 3Fe(s) + 2nCO(g) + (2 − n)CO2(g) | n = 0.0 | 1226.799 | 1234.020 | 1241.371 | 1248.851 | 1256.458 | 1262.400 |
| n = 0.5 | 1252.257 | 1259.882 | 1267.632 | 1275.505 | 1283.501 | 1289.740 | |
| n = 1.0 | 1277.715 | 1285.744 | 1293.892 | 1302.159 | 1310.543 | 1317.079 | |
| n = 1.5 | 1303.173 | 1311.606 | 1320.153 | 1328.813 | 1337.586 | 1344.418 | |
| n = 2.0 | 1328.631 | 1337.468 | 1346.413 | 1355.467 | 1364.629 | 1371.758 | |
| (p + 1)C(s) + 2FeO(s) = 2Fe(s) + 2pCO(g) + (1 − p)CO2(g) | p = 0.0 | 1107.368 | 1112.784 | 1118.298 | 1123.908 | 1129.613 | 1134.070 |
| p = 0.2 | 1122.643 | 1128.301 | 1134.054 | 1139.900 | 1145.838 | 1150.473 | |
| p = 0.4 | 1137.918 | 1143.819 | 1149.810 | 1155.892 | 1162.064 | 1166.877 | |
| p = 0.6 | 1153.193 | 1159.336 | 1165.567 | 1171.885 | 1178.290 | 1183.280 | |
| p = 0.8 | 1168.468 | 1174.853 | 1181.323 | 1187.877 | 1194.515 | 1199.684 | |
| p = 1.0 | 1183.743 | 1190.370 | 1197.079 | 1203.869 | 1210.741 | 1216.088 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, G.; Li, B.; Guo, H.; Yang, W.; Li, S.; Guo, J. Thermodynamic Study of Energy Consumption and Carbon Dioxide Emission in Ironmaking Process of the Reduction of Iron Oxides by Carbon. Energies 2021, 14, 1999. https://doi.org/10.3390/en14071999
Sun G, Li B, Guo H, Yang W, Li S, Guo J. Thermodynamic Study of Energy Consumption and Carbon Dioxide Emission in Ironmaking Process of the Reduction of Iron Oxides by Carbon. Energies. 2021; 14(7):1999. https://doi.org/10.3390/en14071999
Chicago/Turabian StyleSun, Guanyong, Bin Li, Hanjie Guo, Wensheng Yang, Shaoying Li, and Jing Guo. 2021. "Thermodynamic Study of Energy Consumption and Carbon Dioxide Emission in Ironmaking Process of the Reduction of Iron Oxides by Carbon" Energies 14, no. 7: 1999. https://doi.org/10.3390/en14071999