Electrical Discharge Machining: Process, Types, and Application
Electric Discharge Machining (EDM) is one of the most popular non-traditional machining methods. It involves a slow process of material removal from a component using special machinery.
The EDM process may have restrictions in some instances compared to alternatives, but it has earned its reputation in many other areas. For instance, electrical discharge machining is preferable for machining processes of very thin walls and hard-to-machine materials.
That said, we appreciate that machinists need concrete information about the machining process to help them make informed decisions. In this guide, we provide comprehensive coverage of the electrical discharge machining process. We couple this with a discussion of various types and applications of the process.
What is Electrical Discharge Machining?
Electrical Discharge Machining (EDM) is a manufacturing process that uses a combination of electrical and thermal energy to remove material from a workpiece. It is an unconventional machining technique often used for creating intricate shapes, fine details, and complex geometries in hard materials.
There is a reason why machinists consider the EDM process unconventional – it doesn’t use mechanical force to cut, as the usual machining processes do. Machinists discovered this machining method out of frustration of being unable to machine sturdy materials.
When other conventional material removal processes fail, the electrical discharge machining EDM process comes in handy. This process which is over three centuries old relies on electrical erosion.
Specialists in machining methods have various names for EDM processes – spark eroding, wire erosion, spark machining, wire burning, and die sinking EDM. The EDM process involves many components, but the major ones are the dielectric fluid, electrical discharge, electrodes, and the workpiece being machined.
More about the details of this process is in the next section.
The EDM Process
There are three types of electrical discharge machining processes namely Wire EDM, Sinker EDM, and hole drilling EDM processes. While the specifics of the working principles of these machining processes may be different, the concept is the same.
Let us start with the workpiece electrode, which must meet particular conditions for the EDM process to be successful. First, the workpiece must have electrical conductivity characteristics. Another condition is that the fixture or jig must hold the workpiece securely.
The process also involves the tool electrode. This component produces a spark when it comes close to the electrically conductive workpiece. Popular tool electrode materials include tungsten, graphite, and copper.
To ensure that the tool electrode never comes into contact with the workpiece, the EDM process comes with a servo motor. This motor works together with the CNC pathways to maintain the appropriate spark gap throughout the EDM machining process.
The whole process must take place in a dielectric fluid. Lubricating oil and ionized water are the leading options for this fluid. Note that the lubricating oil has to be non-conductive to serve the purpose.
The main role of the dielectric liquid is to carry the metal pieces as they are machined from the workpiece. If these pieces were left to stay around the work, they would attach to the tool electrode material. This would not only damage the tool electrode but also interrupt the EDM process.
Of course, the electrical discharge machining process would not be complete without an electrical power supply. As the process relies on electric charges, a way of controlling the characteristics of the power supply is also necessary. The charges that the power source produces pass through the electrode and react with the workpiece.
At any given time, thousands of sparks or charges could be released and erode the electrically conductive workpiece.
Below is a schematic of the main components you expect to find in an EDM machine setup.
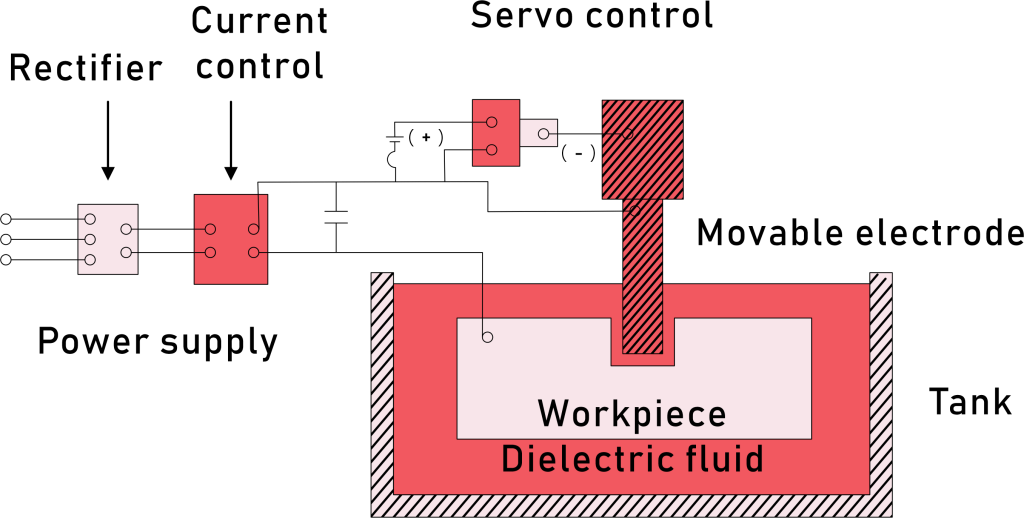
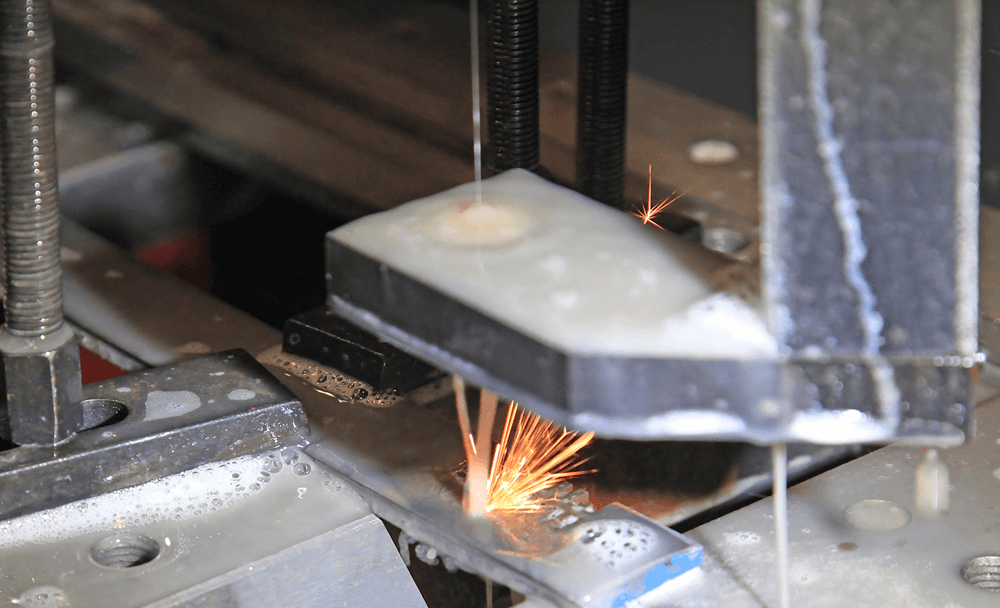
Here is what happens during the metal fabrication process based on EDM:
In electrical discharge machining, the electrical discharge melts and vaporizes the conductive workpiece electrode material. This removal process is in small amounts until the desired shape is achieved. The EDM process performs about 10,000 material removal cycles per second.
In the spark gap between the tool electrode and the workpiece electrode, there is approximately 200V. The dielectric fluid breakdown starts as the tool electrode approaches the workpiece electrode. As this happens, a voltage drop and current spike occur. The actions create a plasma channel between the electrode and the workpiece. Upon the formation of the plasma channel, the workpiece starts to melt and vaporize according to the preset parameters.
At the end of a material removal cycle, both the current and voltage switch off. For effective removal of the debris, the dielectric fluid continuously flows between the electrodes.
These elements determine the machining speed or material removal rate during the EDM process:
Electrode material
Discharge duration
Electrode polarity
Discharge current
As for the EDM process, the factors that determine success include pulse frequency, gap voltage, peak current, and pulse waveform. Others are the power supply density, pulse-off time, nozzle flushing, and the type of dielectric fluid used.
Capabilities of micro-EDM
Electrical discharge machining (EDM) can be specialized to serve in manufacturing processes that deal with tiny workpiece electrodes in the range of 10 microns. The tool electrode in this case must also be extremely small to achieve the required high precision.
Popular features in such jobs include slots and holes. As you would expect, the tool electrode should be a bit smaller than the feature it is to the machine.
Below is a table showing the capabilities of micro EDM machining.
| Micro-EDM variant | Geometric complexity | Minimum feature size | Maximum aspect ratio | Surface quality Ra (μm) |
| Drilling | 2D | 5 μm | ∼25 | 0.05–0.3 |
| Die-sinking | 3D | ∼20 μm | ∼15 | 0.05–0.3 |
| Milling | 3D | ∼20 μm | ∼10 | 0.5–1 |
| WEDM | 2½D | ∼30 μm | ∼100 | 0.1–0.2 |
| Micro-EDM variant | Geometric complexity | Surface quality Ra (μm) |
| Drilling | 2D | 0.05–0.3 |
| Die-sinking | 3D | 0.05–0.3 |
| Milling | 3D | 0.5–1 |
| WEDM | 2½D | 0.1–0.2 |
Types of Electric Discharge Machining
From the larger category of machining which is the EDM process, there are sub-categories. The main variations of this process are Wire EDM, Sinker EDM, and Hole Drilling EDM.
In each of these categories, the three main components of EDM are present – conductive workpiece, dielectric fluid, and power supply. The difference between these types of electrical discharge machining is in the design of electrode tools.
Let us now look at the three major variations of electrical discharge machining EDM in detail:
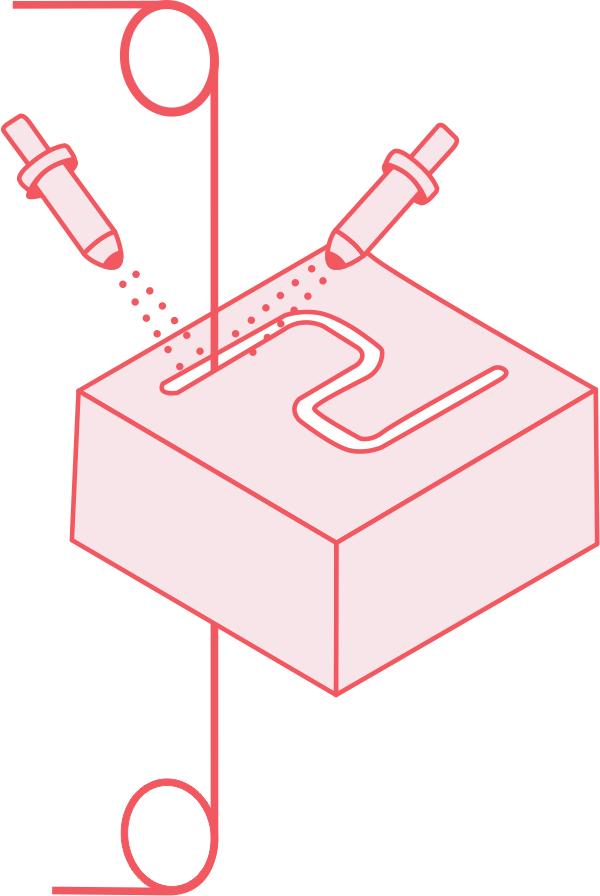
Wire EDM
The other name for wire EDM is wire-cut EDM. As the name suggests, this electrical discharge machining process uses a thin wire of copper or brass as the cutting tool to cut the workpiece. You can liken it to a cheese cutter as it goes through a block of ice. The diameter of the wire used in wire EDM machines is 0.05mm to 0.35mm.
A computer controls the wire to cut the workpiece by a set geometry. As the wire emerges from the precision wire guides, it erodes the workpiece using spark erosion. This process called wire EDM resembles the cheese-cutting operation, hence the name “cheese cutter”.
As for the starting point of this cut, it can be either the edge of the workpiece or from a previously formed hole. Various industries are using this electrical discharge technique to generate circular saws, punch units, and other complex shapes.
Those interested in aesthetically appealing products in their manufacturing process also consider wire cut EDM an effective machining process. Interior decorations are particularly well-suited for this machining method.
Pros
Wide application
Processes complex shapes
Highly accurate
Burr-free process
Cons
Not suited for processing from the bottom of the workpiece
Unable to machine horizontally
Relatively slow material removal rate
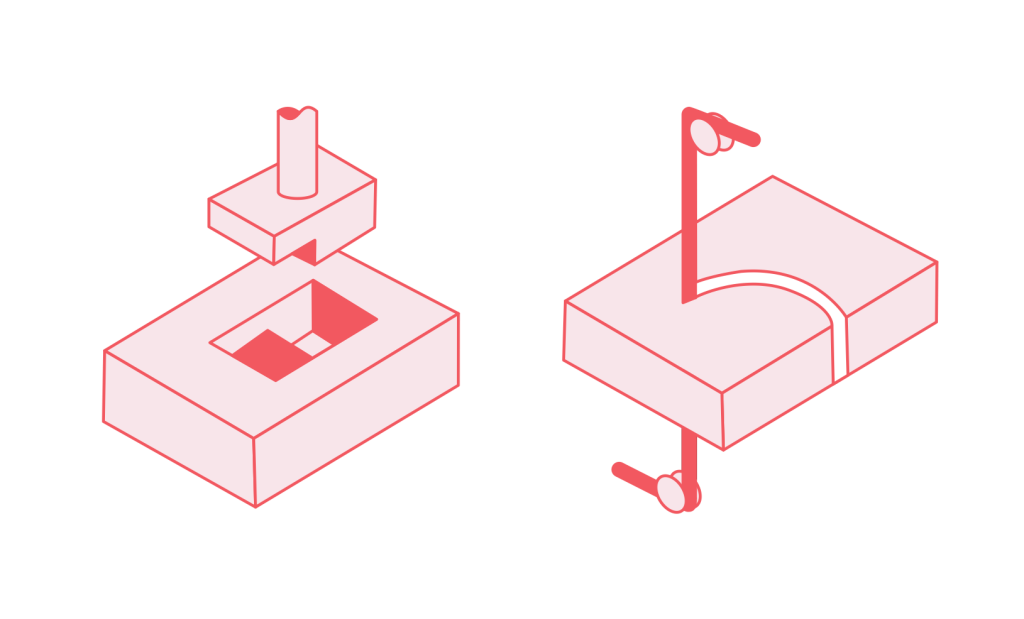
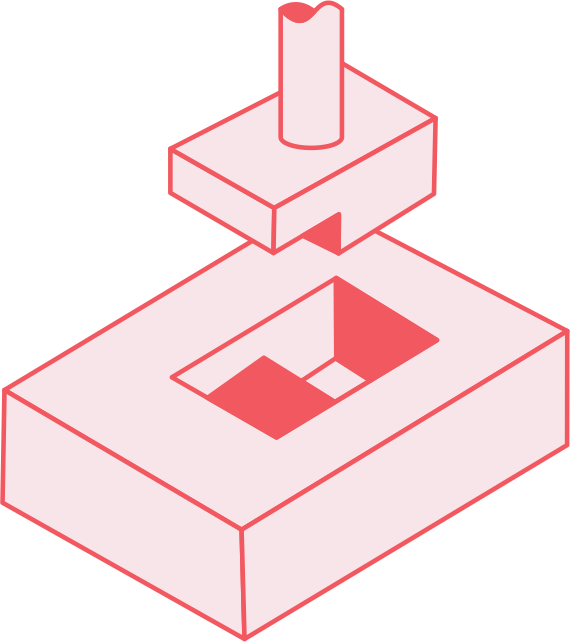
Sinker EDM
You can also call sinker EDM plunge EDM, cavity type EDM, ram EDM or die-sinking EDM. It was the first type of EDM process to emerge. The material for the tool electrode in this instance can be tungsten, graphite, or copper. The standout feature of the ram EDM process is that it involves a tool electrode with a negative shape or mirror shape of the intended part.
While sinker EDM machines may produce geometries and deep holes, this is not their primary use. The process is designed for generating blind cavities. Industries use cavity-type EDM to create gear wheels, dies, turbine blades, and air compressors.
We are talking about areas such as heavy industry, energy, automotive, and aerospace industry. Die-sinking EDM is particularly efficient in the creation of molds and dies. These components have complex shapes consisting of extensive ribs and sharp internal corners. There is no better process for achieving the desired shape of these items than EDM manufacturing.
Yes, other machining processes would achieve it, but that can only be through subdivision of the part. Such an approach can lengthen the process and increase the machining costs significantly.
Pros
Precisely machines even the hardest materials
Makes the manufacture of prototypes and molds flawless
Softens the edges created by the other variations of EDM machining
Cons
Relatively expensive machining process
Slow material removal rate
The electrode burn-off may prompt several reworks on the workpiece
Hole drilling EDM
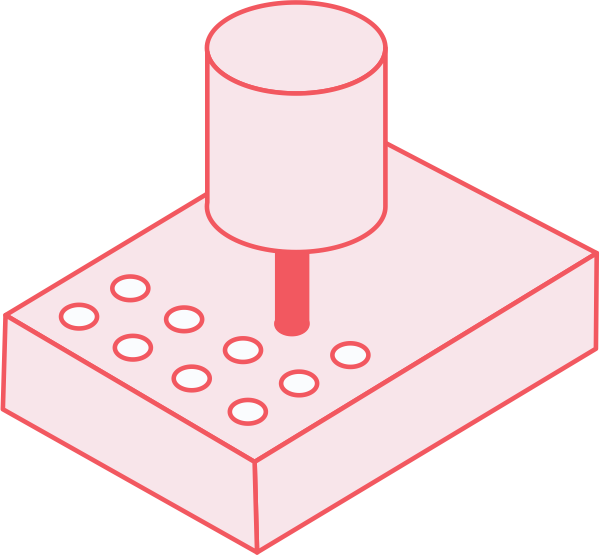
It is an excellent version of electrical discharge machining that suits the production of holes in the workpiece. Hole drilling EDM applies a rotating tool electrode. It is superior to the traditional machining methods for hole drilling because it is accurate even for tiny holes. The machinist does not need to perform deburring after drilling the hole using fast hole EDM.
Hole drilling EDM is so good that it can form holes as deep as 250 times the diameter of the tool electrode. The tool electrode diameters can reach 4.7mm, but there are some as small as 0.25mm.
To remove debris from the hole, the hole-drilling EDM technique uses a tubular tool electrode. The electrode carries the dielectric liquid to the point of drilling and flushes out the particles.
You will find the hole-drilling EDM method in critical industries such as the medical and aerospace industry.
Pros
Suitable for both high- and low-volume EDM machining operations
Repeatable hole drilling process
Accurate no matter the number or size of holes – small hole drilling EDM capable of drilling 0.010″ diameter holes
Cons
Relatively expensive machining process
Slow material removal rate
The electrode burn-off may prompt several reworks on the workpiece
Advantages of Electric Discharge Machining
Like any other machining process and as you have already realized above, electrical discharge machining has its negatives and positives. Hitherto, you probably have noticed a few benefits of this process, starting with the fact that it can machine hard materials. In this section, we will cover several advantages of electrical discharge machining in more detail.
#1 Enables Various Shapes and Depths
Not many machining methods can produce three-dimensional forms and shapes as EDM machining does. Yet, EDM machines are capable of producing various shapes and depths. No matter the complexity and depth needed in machining, this process can give the desired results.
This advantage has seen electro discharge machining get applied in a wide range of industries where critical components are used. For instance, the aerospace industry often uses complex shaped components that are difficult to produce using other mechanical forces and related machining methods. The same case applies to the medical industry, where prosthetics and other items can have stringent machining requirements.
#2 High-Quality Surface Finish
Regarding surface finish, spark EDM can produce a high-quality surface finish compared to other machining methods. The electrical spark that die sinking EDM and other EDM machines use leaves a flawless surface finish.
Conventional drilling and cutting methods may not leave such a quality surface finish. Instead, they tend to produce roughness and marks on the workpiece surface.
This is one of the advantages we will mention to a customer, especially if they are looking for better aesthetics and performance of their products. Again, a spotless surface finish is essential for medical, aerospace, defense, and related industries.
This advantage impacts more than just the aesthetics and performance of the part. A quality surface finish helps reduce the cost of post-machining processes. To be specific, a smooth surface may render sanding and polishing unnecessary. The cost and time savings can have a significant bearing on the profitability of a manufacturing process.
#3 Tight Tolerances
Machining metal using EDM machining is more accurate than alternative machining methods such as plasma cutting and laser cutting. EDM machining can attain very high precision to fit specific dimensions and fit requirements.
It has very tight tolerances because it does not subject the workpiece to any forces. Owing to this, the component does not have to be machined further after the electrical discharge machining EDM process.
#4 Not Affected by Material Hardness
One of the biggest advantages of electro discharge machining is that its effectiveness is independent of workpiece material hardness. With this technique, you can process any material, no matter its hardness. That includes hardened steel, Nimonic, Nitralloy, Inconel, and Tungsten carbide.
These characteristics have supported the aerospace industry significantly, considering that the industry uses titanium and nickel alloys. These materials can be frustrating to mill or turn using conventional machining techniques. However, processing them is so easy with small hole drilling EDM and other EDM machines.
Application of EDM

The advantages of electrical discharge machining make the technique applicable in a wide range of industries. Since the process is perfect for cutting tiny pieces, manufacturers use it for the production of small parts that would be too difficult to machine using other machining methods, especially those that rely on mechanical force.
That EDM is cost-effective for small-scale projects makes it ideal for prototype production. The rest of the project can be handled through other machining techniques.
EDM is popular in industries dealing in dies, molds, and tool making. As we have said, it is also excellent in prototype production. It is suitable for low-quantity productions, so some industries are most suited for the machining method. These include electronics, automotive, and aerospace.
Read on for more details about the specific applications of electrical discharges in material removal:
#1 Making Dies, Molds, and Tools
The toolmaking as well as the die and mold industry apply the EDM manufacturing process to make items that are difficult to machine using traditional drilling methods.
Custom molds and dies need to fulfill high accuracy requirements. Complex shapes, internal radii, and pronounced ribs are just some of the design points that these products can demand. Not even the most efficient machining method from the conventional category may achieve these requirements.
Even if these methods were to be applicable, they would only do the job in segments. EDM manufacturing does more than just machine complex shapes for dies, molds, and tools. The resulting surface finish is close to perfect.
Manufacturers do not need to subject the molds, dies, and tools to further processes because there is no need for polishing.
Tools and mold/dies are made from hard materials, something that can be challenging where heat treatment is required. A lot of accuracy is lost in the process, and this can translate into poor-quality products.
Notably, the aerospace and automotive industries are shifting towards lightweight materials for fuel efficiency. Tungsten carbide tools are some of the few options that the industries for machining these materials. While these tools are excellent at work, they are challenging to manufacture and sharpen.
The big advantage for these industries is that EDM machining coupled with a process like grinding allows for the manufacture of these tough tools. This way, the tool manufacturers can easily expand their businesses devoid of risks related to lowered cost-efficiency.
#2 Small Hole Drilling
Small hole drilling is a process whereby the tool electrode in EDM machining drills holes of whatever shape and depth in electrically conductive materials. The diameter of the tool electrode is slightly larger than the intended small hole.
Small hole drilling using EDM has unique applications. For instance, you can use it to remove a stuck drill from machinery.
The accuracy of small hole drilling through electrical discharge machining is high. A typical small hole drill EDM machine can provide a tolerance of +0.0025 mm for the small hole diameter. Concerning the hole straightness, the EDM machine can reach a tolerance of +0.025 mm.
You may not achieve this level of accuracy for small hole drilling using traditional machining methods. When the drill bit is too small for these techniques, it tends to bend and fail during the drilling process.
#3 Cutting Sharp Internal Corners
Due to its non-contact nature, electrical discharge machining offers a way of metal removal in corners without distorting the intended geometry. This is possible because the process offers an accuracy of +/-1 µm. The fineness of the surface finish can reach 0.1 µm RA even for the most hardened materials.
The ability to cut tight internal corners means that EDM machines are usually the only options for some processes in critical industries such as medical and electronics. Maintaining high precision in internal corners is obviously out of close control of various factors.
With the expert setup of the wire EDM machines, the internal corner radius can be almost the size of the wire. However, experienced machinists know the extent to which the sharp internal corners can go. We know that some corners in a part like a stamping die can generate geometric stress, so we know how to place the corners in a part.
That’s why we always recommend the correct choice of wire for the wire EDM machine cutting for sharp internal corners. There is also a way of setting up the CAM software for electrical discharge machining set up so that the wire moves in small loops.
Generally, it is not that wire EDM machines cannot have challenges when cutting sharp internal corners. The point is that, unlike other machining methods, wire erosion has a way of getting the job done. There are even EDM machines that can change the wire automatically to achieve the desired radii.
So, the machine could start by machining large features on the workpiece, then automatically engage a smaller diameter wire to cut tight internal angles.
Today’s EDM machines are so advanced that controlling the cut the parameters is easy. We are talking about elements such as feed factors and types of wire, parameters of the workpiece, and the quality of the spark.
A conventional EDM machine would require one to machine a test part first, then acquire the CMM data. Consequently, the machinist would keep adjusting the parameters until the desired shape and size were achieved. In modern EDM processes, there is no need of removing the workpiece from the EDM machine to take measurements.
Modern EDM machines have also eliminated the wire swing challenge that once made electro discharge machining problematic at cutting sharp internal corners. Modern electrical discharge machining EDM machines are capable of controlling the thermal energy and the spark intensity to minimize overcuts at the corners.
#4 Engraving on Hard Materials
One of the perennial challenges of engraving is the inability to achieve consistent results. The results of engraving depend on many factors, including the type of metal and the amount of force the engraving process applies. That’s why achieving the same results on different materials is difficult. The process becomes even more difficult on hard materials.
Some materials are too hard to engrave using the normal processes. Consider a material like stainless steel. It is so difficult to engrave stainless steel that even the softest of the grades will give serious problems for conventional machining processes.
Reducing the feed rate may not offer much success with conventional machining options. But that is as long as you depend on conventional machining processes. Electrical discharge machines applying the concept of thermal energy and electrical energy solve this challenge.
Many manufacturers are choosing EDM machining to tackle such jobs. The discharge machining technique is perfect for creating complex grooves in hard materials such as stainless steel. By using EDM, you can discard the need for softening the material before machining and heat treating for hardening after the process.
Provided the material in question is electrically conductive, the EDM process for engraving applies. Some of the tough alloys this process can engrave on include:
Hastelloy®
Kovar®
Titanium
Nitinol
With the CNC control, EDM can engrave all manner of intricate shapes on hard materials, ensuring that the process is repeatable and precise. Most sinker EDM machining processes can achieve precision and tolerance of ±.001″ and ±.002″ respectively.
#5 Removing Broken Tools from Workpieces
Striving to keep the workpiece in excellent condition when it has a broken tool stuck in it has to be one of the most awkward situations any metal worker can be in. A broken tool is difficult to remove regardless of how you look at it. Tools are typically made from tough materials such as hardened steel, unlike the workpiece which could be made from aluminum or other relatively less tough material.
Rarely will a broken tool come out easily, considering that immense force was probably involved in the breakage in the first place. While there could be several ways of removing the broken tool, how many can safeguard the integrity of the less tough workpiece in the process?
Consider the cold chisel, for instance. You may succeed in removing the broken tool from the workpiece, but the damage to the workpiece can be unimaginable. After the removal process, you may need to repair the workpiece, say by repairing the threads. The tools you are using may also need some repairs afterward.
Some people may also opt for the milling machine, but there is always the risk of breaking the end mill. Other extraction methods exist, but the use of the electrical discharge machining principle provides the cleanest and most reliable job.
As long as the tool is electrically conductive, this electrical discharge machining EDM machining process will erode it. With EDM, you can erode holes into the tool until it breaks down. Once the tool has broken into pieces, it becomes easy to pick it out of the workpiece using whichever method.
For instance, you could blast out the pieces using compressed air or water. If you have a magnet, you can also use it to extract any small pieces remaining after the blasting process.
The biggest advantage of using the EDM machining process to remove broken tools is that no mechanical cutting force is used. In addition, you have control of the erosion process. In other words, the chances of damaging the workpiece or the tool in the process are low, unlike the alternative removal methods.
Additional pro tip: Always wear eye protection and hand gloves when using this electrical discharge method to remove broken tools. If you can, have a full face mask on. The tool pieces can easily fly out of the workpiece at astonishing speeds and cause damage.
Conclusion
Whether your parts have to have sharp corners, hard materials, internal radii, or tight angles, electrical discharge machining OEMs are continually creating technologies that make EDM operation even more effective. Today’s non-conventional EDM processes are more intricate and cost-effective than before.
With these advances, EDM machining is proving beneficial to an even wider range of industries and applications. At MadeAria, we offer machining solutions that take care of all your unique needs. We know that the EDM machining process is popular with many people.
If you have any questions about this process, we will be glad to help you. Call now and get a quote.